- 69 -
%XUQEDFN)LJ0
*|UGHWP|MOLJWDWWMXVWHUDWUnGHQVEUlQQWLGLVOXWHWDYVYHWVQLQJHQ-XVWHULQJIUnQWLOO
1 sek. Fabriksvärde: 0,08 sek.
(IWHUJDV)LJ0
*|UGHWP|MOLJW DWW DQSDVVDWLGHQI|U VN\GGVJDVHQV XWÀ|GHHIWHUVYHWVQLQJHQV VOXW
,QVWlOOQLQJIUnQWLOOVHNXQGHU)DEULNVLQVWlOOQLQJVHN
,QVWlOOQLQJDYEUlQQDUH776322/*81LI|UHNRPPDQGHIDOO
,QVWlOOQLQJHQI|UDQYlQGQLQJDYEUlQQDUH776322/*81NDQJ|UDVSnWYnVlWW
*HQRP DWW WU\FND Sn NQDSSHQ VRP ¿QQV Sn NRQWUROOSDQHOHQ )LJ & Vn DWW
motsvarande kontrollampa tänds.
*HQRPDWWWU\FNDPLQVWHQVHNXQGSnNQDSSHQSnGHQEUlQQDUHVRPVNDDQYlQGDV
tills motsvarande kontrollampa tänds.
8. KONTROLL AV BRÄNNARENS KNAPP
,QVWlOOQLQJDYNRQWUROOlJHI|UEUlQQDUHQVNQDSS)LJ2
)|UDWWNRPPDWLOOPHQ\QLEnGHGHWPDQXHOODRFKGHWV\QHUJLVNDOlJHWWU\FNVDPWLGLJW
SnUDWWDUQD)LJ&RFK)LJ&LPLQVWVHNXQGRFKVOlSSGHPVHGDQ9ULGSn
UDWWHQ)LJ&WLOOVPHQ\YLVDV%HNUlIWDYDOHWJHQRPDWWWU\FNDSnUDWWHQLJHQ
.RQWUROOlJHI|UEUlQQDUHQVNQDSS
'HWJnUDWWVWlOODLQROLNDNRQWUROOlJHQI|UEUlQQDUHQVNQDSS
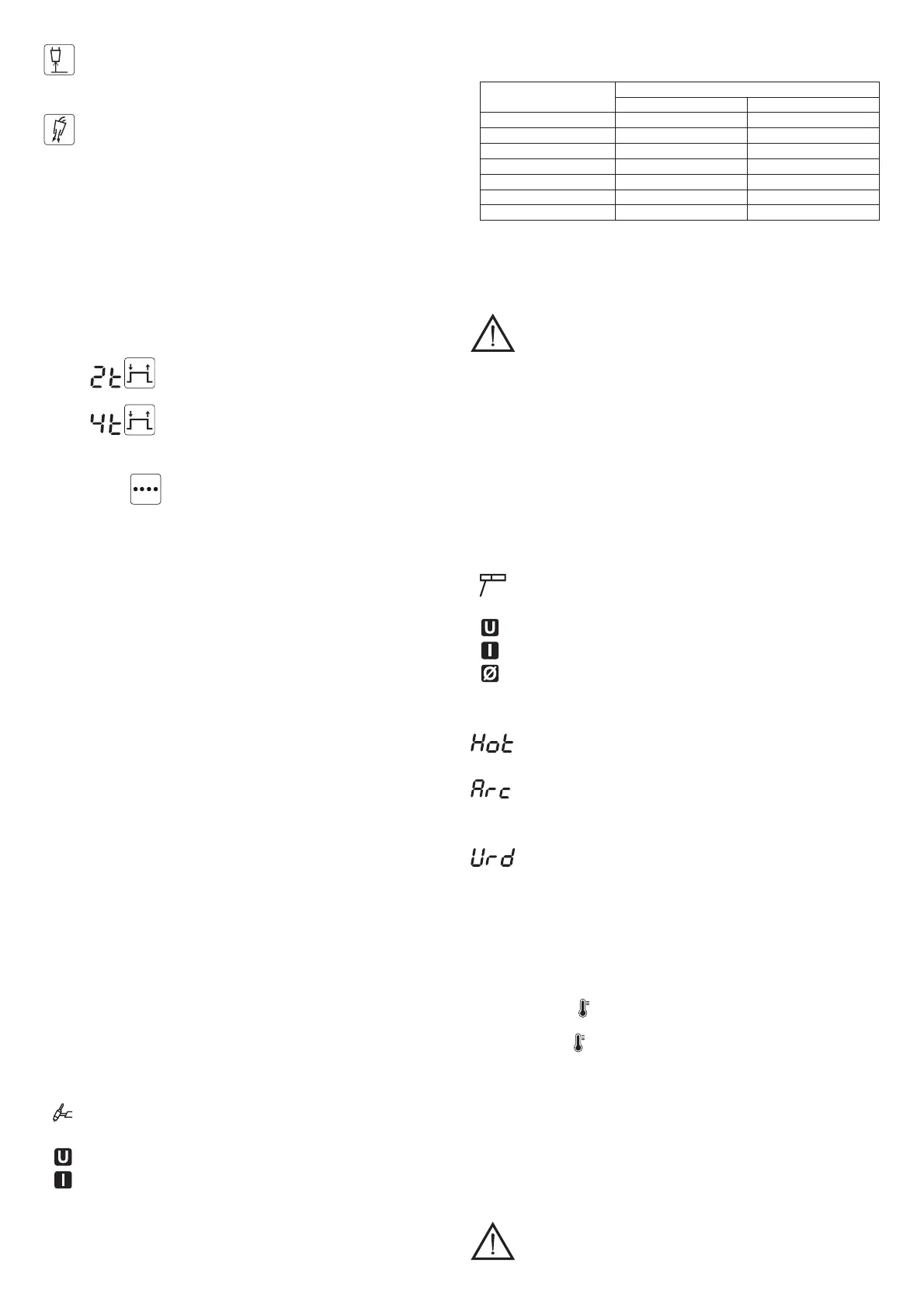
/lJH7
Svetsningen börjar när brännarens knapp trycks in och slutar när knappen släpps.
/lJH7
Svetsningen börjar när brännarens knapp trycks in och släpps och slutar inte förrän
EUlQQDUHQV NQDSS nWHULJHQ WU\FNV LQ RFK VOlSSV 'HWWD OlJH lU DQYlQGEDUW I|U
OnQJYDULJDVYHWVDUEHWHQ
3XQNWVYHWVOlJH
Används för att utföra MIG/MAG punktsvetsning med kontroll av svetstiden.
0(1<10c77(1+(7)LJ2
)|UDWWNRPPDWLOOPHQ\QLEnGHGHWPDQXHOODRFKGHWV\QHUJLVNDOlJHWWU\FNVDPWLGLJW
SnUDWWDUQD)LJ&RFK)LJ&LPLQVWVHNXQGRFKVOlSSGHPVHGDQ9ULGSn
UDWWHQ )LJ & WLOOV PHQ\ YLVDV %HNUlIWD YDOHW JHQRP DWW WU\FND Sn UDWWHQ LJHQ
'lUHIWHUJnUGHWDWWVWlOODLQPHWULVNDHOOHUEULWWLVNDPnWWHQKHWHU*HQRPDWWnWHUWU\FND
SnUDWWHQ&NRPPHUGXWLOOEDNDWLOOPDQXHOOWHOOHUV\QHUJLVNWOlJH
0(1<1,1)2)LJ2
)|UDWWNRPPDWLOOPHQ\QLEnGHGHWPDQXHOODRFKGHWV\QHUJLVNDOlJHWWU\FNVDPWLGLJW
SnUDWWDUQD)LJ&RFK)LJ&LPLQVWVHNXQGRFKVOlSSGHPVHGDQ9ULGSnUDWWHQ
)LJ&WLOOVPHQ\YLVDV%HNUlIWDYDOHWJHQRPDWWWU\FNDSnUDWWHQLJHQ*HQRPDWW
YULGDSnUDWWHQ&NDQGXOlVDLQIRUPDWLRQRPGHQLQVWDOOHUDGHSURJUDPYDUDQ*HQRP
DWWnWHUWU\FNDSnUDWWHQ&NRPPHUGXWLOOEDNDWLOOPDQXHOOWHOOHUV\QHUJLVNWOlJH
11. TIG DC-SVETSNING: BESKRIVNING AV PROCEDUREN
11.1 HUVUDPRINCIPER
7,*'&VYHWVQLQJ SDVVDUWLOODOODOnJOHJHUDGHRFKK|JOHJHUDGHNROVWnOW\SHUVDPWWLOO
WXQJDPHWDOOHUVnVRPNRSSDUQLFNHOWLWDQRFKGHUDVOHJHULQJDU),*3)|U7,*'&
svetsning med elektroden vid minuspolen (-) används i allmänhet en elektrod med 2
FHULXPJUnWWIlOW7XQJVWHQHOHNWURGHQVNDVOLSDVD[LDOWPHGHQVOLSVNLYDVH),*
4VnDWWPDQHUKnOOHUHQVSHWVVRPlUKHOWNRQFHQWULVNI|UDWWXQGYLNDEnJDYYLNHOVHU
'HW lU YLNWLJW DWW XWI|UD VOLSQLQJHQ L HOHNWURGHQV OlQJGULNWQLQJ 'HQQD nWJlUG VND
XSSUHSDV UHJHOEXQGHW EDVHUDW Sn KXU RIWD HOHNWURGHQ DQYlQGV RFK KXU VOLWHQ GHQ
lUVDPWYDUMHJnQJGHQRDYVLNWOLJWKDUNRQWDPLQHUDWVlUR[LGHUDGHOOHUKDUDQYlQWV
SnIHOVlWW)|UHWWWLOOIUHGVVWlOODQGHVYHWVUHVXOWDWlUGHWQ|GYlQGLJWDWWQRJJUDQWI|OMD
exakt elektroddiameter och exakt svetsström, se tabellen (TAB. 5). Elektrodens
QRUPDODXWVNMXWQLQJIUnQNHUDPLNPXQVW\FNHWlUPPRFKNDQYDUDXSSWLOOPP
för vinkelsvetsningar.
Svetsningen sker genom smältning av fogens kanter. För tunna detaljer som förberetts
SnOlPSOLJW VlWWXSS WLOO PP FLUND NUlYV LQJHW H[WUDPDWHULDO ),* 5 )|U WMRFND
detaljer är det nödvändigt att använda stavar med samma sammansättning av
EDVPDWHULDOHW RFK PHG OlPSOLJ GLDPHWHU VDPW I|UEHUHGD NDQWHUQD Sn OlPSOLJW VlWW
(FIG. S). För ett tillfredsställande svetsresultat är det viktigt att detaljerna rengörs noga
RFKlUIULDIUnQR[LGDWLRQROMDIHWWO|VQLQJVPHGHORVY
11.2.PROCEDUR (LIFT-AKTIVERING)
- Reglera svetsströmmen till önskat värde med hjälp av manöverratten C-1;
Anpassa strömmen under svetsningen till den faktiska termiska tillförsel som krävs.
.RQWUROOHUDDWWJDVHQÀ|GDUXWULNWLJW
'HQ HOHNWULVND EnJHQ WlQGV VNHU JHQRP NRQWDNWHQ RFK DYOlJVQDQGHW DY
WXQJVWHQHOHNWURGHQ IUnQ VW\FNHW VRP VND VYHWVDV 'HWWD DNWLYHULQJVOlJH OHGHU WLOO
IlUUH VW|UQLQJDU PHG HOHNWURQLVN VWUnOQLQJ RFK UHGXFHUDU LQNOXVLRQHQ DY WXQJVWHQ
samt elektrodens slitage till ett minimum.
6WlOOHOHNWURGVSHWVHQSnVW\FNHWPHGHWWOlWWWU\FN
/\IWRPHGHOEDUWHOHNWURGHQPPI|UDWWXSSQnEnJHQVDNWLYHULQJ
6YHWVHQWLOOKDQGDKnOOHUWLOOHQE|UMDQHQUHGXFHUDGVWU|P(IWHUHQVWXQGWLOOKDQGDKnOOV
den inställda svetsströmmen.
)|UDWWDYEU\WDVYHWVQLQJHQVNDGXVQDEEWO\IWDXSSHOHNWURGHQIUnQVW\FNHW
/&'',63/$<,7,*/b*()LJ&
-
TIG-funktionsläge;
- Svetsvärden:
svetsspänning;
svetsström.
12. MMA-SVETSNING: BESKRIVNING AV PROCEDUREN
12.1 HUVUDPRINCIPER
'HWlUQ|GYlQGLJWDWWKnOODVLJWLOOWLOOYHUNDUHQVDQYLVQLQJDUVRPVWnUSnI|USDFNQLQJHQ
med elektroder som används och indikera korrekt elektrodpolaritet och motsvarande
optimala strömvärde.
6YHWVVWU|PPHQVNDUHJOHUDVHQOLJWGLDPHWHUQSnHOHNWURGHQVRPDQYlQGVRFKGHQ
typ av fog man vill utföra. Som exempel är strömvärdena som kan användas för de
olika elektroddiametrarna de följande:
(OHNWURGPP
6YHWVVWU|P$
0LQ 0D[
1.6 25 50
2.0 40 80
2.5 60 110
3.2 80 150
4.0 140 200
5.0 180 250
6.0 240 270
-
Observera att med samma elektroddiametrar, används höga strömvärden för
plansvetsning, medan man för svetsning i vertikalläge eller ovanför huvudet ska
använda lägre strömvärden.
- De mekaniska egenskaperna för den svetsade fogen avgörs av andra svetsparametrar
VRPEnJHQVOlQJGXWI|UDQGHWVKDVWLJKHWRFKSRVLWLRQHOHNWURGHUQDVGLDPHWHURFK
kvalitet, förutom den strömintensitet som har valts (för ett korrekt bevarande, ska
HOHNWURGHUQDVN\GGDVPRWIXNWRFKOLJJDLVlUVNLOGDI|USDFNQLQJDUHOOHUOnGRU
VARNING:
%nJHQNDQEOLLQVWDELOSnJUXQGDYHOHNWURGHQVVDPPDQVlWWQLQJHQOLJWPlUNHW\SRFK
WMRFNOHNSnHOHNWURGHQVK|OMH
7LOOYlJDJnQJVVlWW
+nOOPDVNHQ)5$0)g5$16,.7(7RFKVWU\NHOHNWURGVSHWVHQPRWVW\FNHWVRPVND
svetsas genom att utföra en rörelse som om du skulle tända en tändsticka. Detta är
GHQElVWDPHWRGHQI|UDWWDNWLYHUDEnJHQ
OBS: BULTA inte med elektroden mot stycket, annars riskerar du att skada
EHNOlGQDGHQYLONHWJ|UEnJHQVDNWLYHULQJVYnU
6nVQDUWVRPEnJHQKDU DNWLYHUDWV VND GXI|UV|NDKnOODHWWDYVWnQGIUnQ VW\FNHW
VRPPRWVYDUDUGLDPHWHUQSnGHQHOHNWURGVRPDQYlQGVRFKKnOODGHWWDDYVWnQGVn
NRQVWDQWVRPP|MOLJWXQGHUVYHWVQLQJHQVJHQRPI|UDQGH.RPLKnJDWWHOHNWURGHQV
lutning i matningsriktningen ska vara cirka 20-30 grader.
)|U VYHWVVWUlQJHQV VNXOO VND GX VWlOOD HOHNWURGHQV lQGH OlWW EDNnW L I|UKnOODQGH
WLOO IUDPPDWQLQJVULNWQLQJHQ RYDQI|U NUDWHUQ I|U DWW XWI|UD SnI\OOQLQJHQ /\IW VHGDQ
HOHNWURGHQVQDEEWXWXUIXVLRQVEDGHWI|UDWWXSSQnEnJHQVDYVWlQJQLQJXWVHHQGHQ
SnVYHWVVWUlQJHQFIG. T).
/&'',63/$
<
,00$/b*()LJ&
-
MMA-funktionssätt;
- Svetsvärden:
svetsspänning;
svetsström;
-
rekommenderad elektroddiameter.
För att komma till de avancerade parametrarnas inställningsmeny, tryck samtidigt
Sn UDWWDUQD )LJ & RFK )LJ & L PLQVW VHNXQG RFK VOlSS GHP VHGDQ 9DUMH
SDUDPHWHUNDQVWlOODVLQWLOO|QVNDWYlUGHJHQRPDWWYULGDWU\FNDSnUDWWHQ)LJ&
tills menyn lämnas.
gYHUHQVVWlPPHU PHG GHQ LQOHGDQGH |YHUVWU|PPHQ +2767$573n
GLVSOD\HQDQJHVGHQSURFHQWXHOOD|NQLQJHQLI|UKnOODQGHWLOOYlUGHWI|UYDOGVYHWVVWU|P
,QVWlOOQLQJIUnQWLOO)DEULNVLQVWlOOQLQJ
gYHUHQVVWlPPHUPHGGHQG\QDPLVND|YHUVWU|PPHQ$5&)25&(3n
GLVSOD\HQDQJHVGHQSURFHQWXHOOD|NQLQJHQLI|UKnOODQGHWLOOYlUGHWI|UYDOGVYHWVVWU|P
Denna inställning ger en mer jämn svetsning, undviker att elektroden klistras fast vid
GHWDOMHQRFKWLOOnWHUDQYlQGQLQJDYROLNDW\SHUDYHOHNWURGHU
,QVWlOOQLQJIUnQWLOO)DEULNVLQVWlOOQLQJ
: ON/OFF: Används för att aktivera eller avaktivera anordningen som sänker
XWVSlQQLQJHQYLGWRPJnQJLQVWlOOQLQJ21HOOHU2)))DEULNVLQVWlOOQLQJ2))0HG
aktiverad VRD ökar operatörens säkerhet när svetsmaskinen är tillslagen utan att vara
i svetsläge.
13. ÅTERSTÄLL FABRIKSINSTÄLLNINGARNA
'HWJnUDWWnWHUI|UDVYHWVHQWLOOIDEULNVLQVWlOOQLQJDUQDJHQRPDWWKnOODGHWYnUDWWDUQD
)LJ&RFK)LJ&QHGWU\FNWDXQGHUWlQGQLQJVnWJlUGHQ
14. LARMMEDDELANDEN
Återställning sker automatiskt när larmorsaken upphör.
/DUPPHGGHODQGHQVRPNDQYLVDVSnGLVSOD\HQ
- $/$50 RFK ³
´ Utlösning av överhettningsskydd för svetsens primär.
Funktionen avbryts tills maskinen har svalnat tillräckligt.
- $/$50 RFK ³
´ Utlösning av överhettningsskydd för svetsens sekundär.
Funktionen avbryts tills maskinen har svalnat tillräckligt.
- ALARM 03: Utlösning p.g.a. överspänningsskydd. Kontrollera matningsspänningen.
- ALARM 04: Utlösning p.g.a. underspänningsskydd. Kontrollera matningsspänningen.
- ALARM 10: Utlösning p.g.a. överströmsskydd i svetskretsen. Kontrollera att
WUnGPDWQLQJVKDVWLJKHWHQRFKHOOHUVYHWVVWU|PPHQLQWHlUI|UK|JD
- ALARM 11: Utlösning p.g.a. kortslutningsskydd mellan brännare och jord.
Kontrollera att det inte är kortslutning i svetskretsen.
- ALARM 13: 8WO|VQLQJ SJD LQJHQ LQWHUQ NRPPXQLNDWLRQ 2P ODUPHW NYDUVWnU
kontakta ett auktoriserat servicecenter.
- ALARM 18:8WO|VQLQJSJDODUPI|UH[WUDVSlQQLQJ2PODUPHWNYDUVWnUNRQWDNWD
ett auktoriserat servicecenter.
1lUVYHWVHQVWlQJVDYNDQGHWKlQGDDWW$/$50YLVDVLQnJUDVHNXQGHU
15. UNDERHÅLL
9,.7,*7 )g56b.5$ (5 20 $77 69(76(1 b5 $967b1*' 2&+

 Loading...
Loading...




