- 99 -
(OHNWURQLVNUHDNWDQV)LJ0
Hvis værdien er højere, vil svejsebadet være varmere. Regulering fra 10 % (maskine
med ringe reaktans) til 100 % (maskine med høj reaktans). Fabriksindstilling: 50 %
%XUQEDFN)LJ0
*LYHU PXOLJKHG IRU DW LQGVWLOOH WUnGEUQGLQJHQV YDULJKHG YHG VWDQGVQLQJ DI
svejsningen. Regulering fra 0 til 1 sek. Fabriksindstilling: 0,08 sek.
*DVHIWHUVWU¡PQLQJ)LJ0
Giver mulighed for at tilpasse beskyttelsesgasudstrømningens varighed fra og med
svejsningens standsning. Regulering fra 0 til 10 sekunder. Fabriksindstilling: 1 sek.
,QGVWLOOLQJ DI EUQGHU 7 7 6322/ *81 KYLV PRGHOOHQ HU XGVW\UHW
GHUPHG
,QGVWLOOLQJHQ DI DQYHQGHOVH DI EUQGHU 7 7 6322/ *81 NDQ IRUHWDJHV Sn WR
PnGHU
YHG KMOS DI NQDSSHQ Sn VW\UHSDQHOHW )LJ & Vn GHQ WLOVYDUHQGH O\VGLRGH
tændes;
YHGDWWU\NNHPLQGVWpWVHNXQGSnNQDSSHQSnGHQEUQGHUVRPPDQ¡QVNHUDW
anvende, indtil den tilsvarende lysdiode tændes.
67<5,1*$)%51'(5.1$3
,QGVWLOOLQJDIEUQGHUNQDSSHQVVW\UHWLOVWDQG)LJ2
)RUDWInDGJDQJWLOPHQXHUQHLPDQXHOVnYHOVRPLV\QHUJLWLOVWDQGWU\NVDPWLGLJWSn
knapperne (Fig. C1) og (Fig. C2) i mindst 1 sekund, og slip dem. Drej knappen (Fig.
&LQGWLOPHQXIRUVYLQGHU%HNUIWYDOJHWYHGDWWU\NNHSnNQDSSHQLJHQ
%UQGHUNQDSSHQVVW\UHWLOVWDQG
Det er muligt at indstille 3 forskellige styretilstande for brænderknappen:
7LOVWDQG7
6YHMVQLQJHQEHJ\QGHUPHGWU\NSnEUQGHUHQVNQDSRJVOXWWHUQnUNQDSSHQVOLSSHV
7LOVWDQG7
6YHMVQLQJHQEHJ\QGHUQnUEUQGHUHQVNQDSWU\NNHV LQGRJVOLSSHVRJGHQVOXWWHU
I¡UVWQnUEUQGHUHQVNQDSWU\NNHVLQGRJVOLSSHVHQJDQJWLO'HQQHWLOVWDQGHUQ\WWLJ
ved langvarige svejseprocesser.
3XQNWVYHMVHWLOVWDQG
Giver mulighed for udførelse af MIG/MAG-punktsvejsning med styring af svejsningens
varighed.
9. MENUEN MÅLEENHEDER (FIG. O)
)RUDWInDGJDQJWLOPHQXHUQHLPDQXHOVnYHOVRPLV\QHUJLWLOVWDQGWU\NVDPWLGLJWSn
knapperne (Fig. C1) og (Fig. C2) i mindst 1 sekund, og slip dem. Drej knappen (Fig.
&LQGWLO PHQXIRUVYLQGHU%HNUIWYDOJHW YHGDWWU\NNHSnNQDSSHQLJHQ1XHU
GHW PXOLJW DW LQGVWLOOH PHWULVNH HOOHU LPSHULDO86PnOHHQKHGHU +YLV GHU WU\NNHV Sn
NQDSSHQ&SnQ\NRPPHUPDQWLOEDJHWLOPDQXHOWLOVWDQGHOOHUV\QHUJLGULIWVWLOVWDQG
10. MENUEN INFO (Fig O)
)RU DW In DGJDQJ WLO PHQXHUQH L PDQXHO VnYHO VRP L V\QHUJLWLOVWDQG WU\N VDPWLGLJW
SnNQDSSHUQH)LJ&RJ)LJ&LPLQGVWVHNXQGRJVOLSGHP'UHMNQDSSHQ
)LJ & LQGWLO PHQX IRUVYLQGHU%HNUIW YDOJHW YHG DW WU\NNH Sn NQDSSHQ LJHQ
KYLV NQDSSHQ & GUHMHV NDQ PDQ In LQIRUPDWLRQHU RP GHW LQVWDOOHUHGH VRIWZDUH
+YLVGHUWU\NNHVSnNQDSSHQ&SnQ\NRPPHUPDQWLOEDJHWLOPDQXHOWLOVWDQGHOOHU
synergidriftstilstand).
11. TIG-DC-SVEJSNING: BESKRIVELSE AF FREMGANGSMÅDEN
11.1 GENERELLE PRINCIPPER
7,*'&VYHMVQLQJHJQHUVLJWLODOOHVODJVXOHJHUHWODYWOHJHUHWRJK¡MWOHJHUHWVWnOVDPW
WXQJPHWDOOHUVnVRPNREEHUQLNNHOWLWDQLXPRJOHJHULQJHUGHUDI),*37LO7,*'&
svejsning med elektrode ved (-) pol anvendes der normalt en elektrode med 2 %
FHULXPJUnWEnQG7XQJVWHQVHOHNWURGHQVNDOVSLGVHVDNVLDOWPHGVOLEHVWHQHQVRP
YLVWSn ),*4 KYRUYHGPDQ VNDOV¡UJH IRUDW VSLGVHQHU IXOGVWQGLJNRQFHQWULVN
IRU DW XQGJn XGVYLQJQLQJHU L O\VEXHQ 'HW HU YLJWLJW DW VOLEQLQJHQ IRUHWDJHV L
elektrodens længderetning. Dette arbejde skal gentages med jævne mellemrum,
alt efter elektrodens anvendelse og slidtilstand, samt hvis den ved et hændeligt
XKHOG NRQWDPLQHUHV R[\GHUHV HOOHU DQYHQGHV IRUNHUW )RU DW RSQn WLOIUHGVVWLOOHQGH
svejseresultater er det yderst vigtigt at anvende en rigtig elektrodediameter sammen
med den rigtige strøm, jævnfør tabellen (TAB.5). Elektroden skal normalt rage 2-3 mm
ud fra keramikdysen, dog helt op til 8 mm ved svejsning i hjørner.
6YHMVQLQJHQIRUHJnUGHUYHGDWV¡PPHQVNODSSHUVPHOWHU+YLVGHUVNDODUEHMGHVSn
W\QGHHPQHUGHU HUIRUEHUHGWSnSDVVHQGHYLVRSWLOFDPPHUGHULNNHEHKRY
IRU WLOI¡UVHOVPDWHULDOH ),* 5 +YLV GHU VNDO DUEHMGHV Sn W\NNHUH HPQHU VNDO GHU
anvendes stave med den samme sammensætning som
grundmaterialet med en passende diameter og en hensigtsmæssig klargøring af
NODSSHUQH),*6)RUDWRSQnWLOIUHGVVWLOOHQGHVYHMVHUHVXOWDWHUE¡UDUEHMGVHPQHUQH
renses omhyggeligt for oxid, olie, fedt, opløsningsmidler osv.
)5(0*$1*60c'(/,)78'/61,1*
- Regulér svejsestrømmen til den ønskede værdi ved hjælp af encoderens drejeknap
C-1;
Under svejsningen skal strømmen tilpasses den reelt nødvendige varmetilførsel.
- Undersøg, om gassen strømmer rigtigt ud.
Den elektriske lysbue tændes ved at placere tungstenelektroden i kontakt med
GHW HPQH VYHMVQLQJHQ VNDO IRUHWDJHV Sn RJ GHUHIWHU IMHUQH GHQ GHUIUD 'HQQH
XGO¡VQLQJVPnGHVNDEHUIUUHHOHNWURIRUVW\UUHOVHURJQHGVWWHUWLOI¡UVOHQDIWXQJVWHQ
RJHOHNWURGHQVVOLWDJHVnPHJHWVRPPXOLJW
$QEULQJHOHNWURGHQVVSLGVSnDUEHMGVHPQHWRJSUHVOHW
- Hæv straks elektroden 2-3 mm, hvorved lysbuen udløses.
Til at begynde med leverer svejsemaskinen en reduceret strøm. Efter et øjeblik
leveres den indstillede svejsestrøm.
- Svejsningen afbrydes ved hurtigt at hæve elektroden fra emnet.
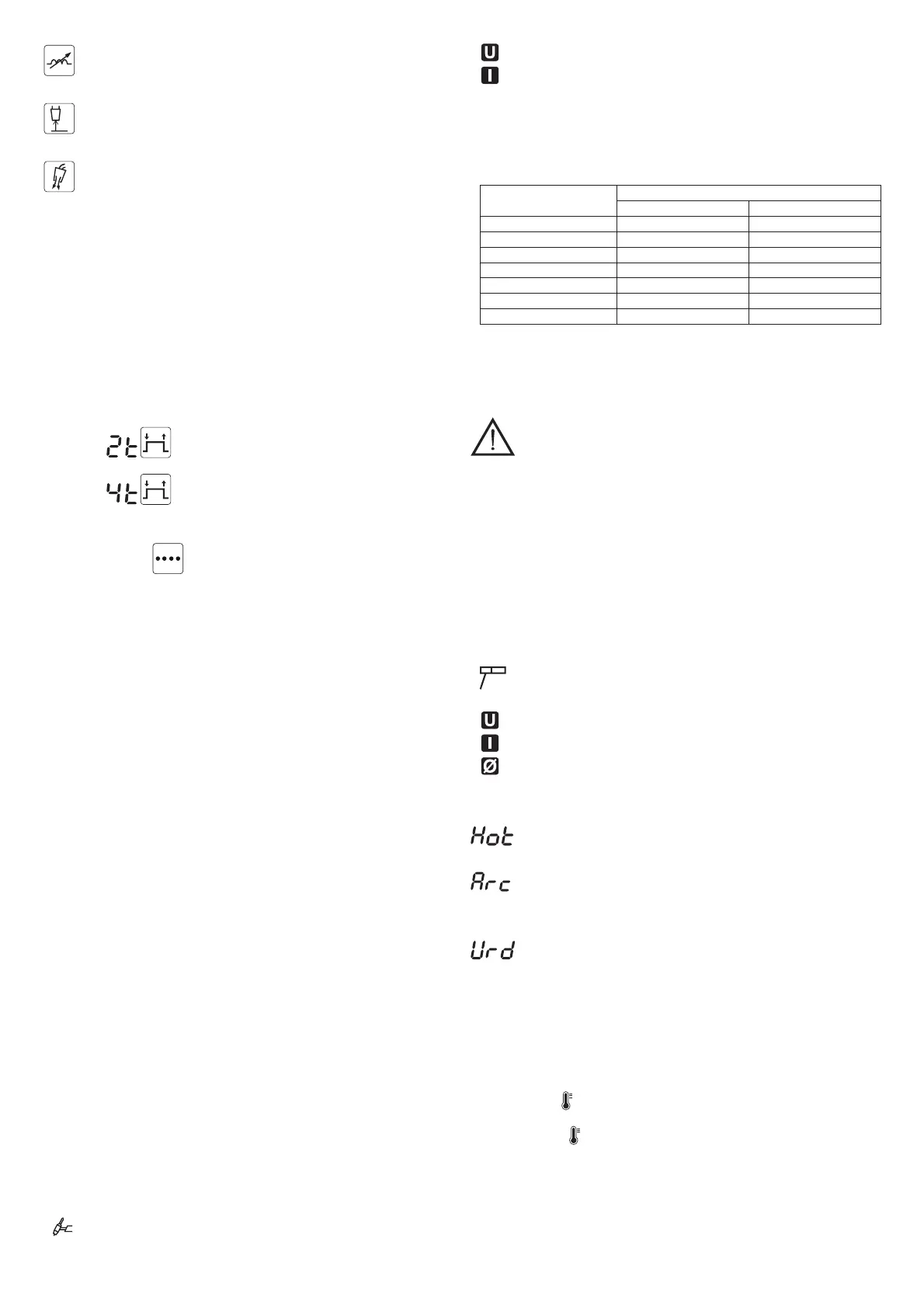
/&'',63/$<,7,*7,/67$1')LJ&
-
TIG-driftstilstand;
- Værdier ved svejsning:
svejsespænding;
svejsestrøm.
12. MMA-SVEJSNING: BESKRIVELSE AF FREMGANGSMÅDEN
12.1 GENERELLE PRINCIPPER
'HW HU VWUHQJW Q¡GYHQGLJW DW I¡OJH IDEULNDQWHQV DQYLVQLQJHU GHU HU RSI¡UW Sn
elektrodepakningen og angiver elektrodens polaritet og den optimale strømstyrke.
6YHMVHVWU¡PPHQVNDOUHJXOHUHVSnJUXQGODJDIGHQDQYHQGWHHOHNWURGHVGLDPHWHU
og i betragtning af hvilken slags samling der skal udføres; strømstyrken, der kan
anvendes for de forskellige elektrodediametre, er vejledende som følger:
(OHNWURGHPP
6YHMVHVWU¡P$
0LQ 0DNV
1.6 25 50
2.0 40 80
2.5 60 110
3.2 80 150
4.0 140 200
5.0 180 250
6.0 240 270
9URSPUNVRPSnDWGHUYHGVDPPHHOHNWURGHGLDPHWHUNUYHVK¡MHVWU¡PVW\UNHU
til plan svejsning, mens der skal anvendes lavere strømstyrker til vertikale svejsninger
eller underop.
- Svejsesamlingens mekaniske egenskaber afhænger ikke kun af strømmens styrke,
PHQRJVnDIDQGUHVYHMVHSDUDPHWUHVnVRPO\VEXHQVOQJGHKDVWLJKHGRJSRVLWLRQ
under udførelse, elektrodernes diameter og kvalitet (de bør opbevares i særlige
SDNQLQJHUHOOHEHKROGHUHSnHWVWHGKYRUGHEHVN\WWHVPRGIXJW
GIV AGT:
$OWHIWHUPUNHWW\SHQRJW\NNHOVHQSnHOHNWURGHUQHVEHOJQLQJNDQO\VEXHQEOLYH
XVWDELOSnJUXQGDIVHOYHHOHNWURGHQVVDPPHQVWQLQJ
)UHPJDQJVPnGH
- Hold masken FORAN ANSIGTET, gnid elektrodens spids mod arbejdsemnet og
foretag den samme bevægelse som for at tænde en tændstik; dette er den mest
NRUUHNWHPnGHDWXGO¡VHO\VEXHQSn
GIV AGT: LAD VÆRE MED AT BANKE elektroden mod emnet; man risikerer ellers
at beskadige beklædningen og dermed at gøre det sværere at udløse lysbuen.
6nVQDUWO\VEXHQHUXGO¡VWVNDOPDQIRUV¡JHDWRSUHWKROGHHQDIVWDQGIUDHPQHW
svarende til den anvendte elektrodes diameter og sørge for, at denne afstand
IRUEOLYHU Vn NRQVWDQW VRP PXOLJW PHQV GHU VYHMVHV KXVN Sn DW HOHNWURGHQ VNDO
hældes cirka 20-30 grader i fremføringsretningen.
9HGVOXWQLQJHQDIVYHMVHV¡PPHQVNDOHOHNWURGHQVHQGHÀ\WWHVOLGWWLOEDJHLIRUKROGWLO
fremføringsretningen, over krateret for at udføre fyldningen; hæv derefter elektroden
KXUWLJWRSIUDVPHOWHEDGHWVnO\VEXHQVOXNNHV6YHMVHV¡PPHQVXGVHHQGHFIG. T).
/&'',63/$<,00$7,/67$1')LJ&
-
MMA-driftstilstand;
- Værdier ved svejsning:
svejsespænding;
svejsestrøm;
-
anbefalet elektrodediameter.
)RUDWInDGJDQJWLOPHQXHUQHWLOUHJXOHULQJDIDYDQFHUHGHSDUDPHWUHWU\NVDPWLGLJWSn
knapperne (Fig. C1) og (Fig. C2) i mindst 1 sekund, og slip dem. Hver parameter kan
VWLOOHVSnGHQ¡QVNHGHYUGLYHGDWGUHMHWU\NNHSnNQDSSHQ)LJ&LQGWLODIVOXWQLQJ
af menuen.
: Det er overstrømmen i starten “HOT START” med angivelse den
SURFHQWPVVLJHVWLJQLQJLIRUKROGWLOYUGLHQIRUGHQYDOJWHVYHMVHVWU¡PSnGLVSOD\HW
Regulering fra 0 til 100%. Fabriksindstilling: 50%.
: Det er den dynamiske overstrøm ”ARC-FORCE” med angivelse af den
SURFHQWPVVLJHVWLJQLQJLIRUKROGWLOYUGLHQIRUGHQYDOJWHVYHMVHVWU¡PSnGLVSOD\HW
'HQQHUHJXOHULQJJLYHUHQPHUHÀ\GHQGHVYHMVQLQJKLQGUHUIDVWNOEQLQJDIHOHNWURGHQ
SnHPQHWRJJ¡UGHWPXOLJWDWDQYHQGHIRUVNHOOLJHVODJVHOHNWURGHU
Regulering fra 0 til 100%. Fabriksindstilling: 50%.
: ON/OFF; giver mulighed for at aktivere eller deaktivere
reduktionsanordningen for tomgangsudgangsspændingen (regulering ON eller OFF).
)DEULNVLQGVWLOOLQJ2))$NWLYHUHW95'¡JHUEUXJHUHQVVLNNHUKHGQnUGHUHUWQGWIRU
VYHMVHPDVNLQHQPHQGHQLNNHVWnUSnVYHMVQLQJ
13. GENOPRETNING AF FABRIKSINDSTILLINGER
'HWHUPXOLJWDWVWLOOHVYHMVHPDVNLQHQWLOEDJHWLOIDEULNVLQGVWLOOLQJHUQHYHGDWWU\NNHSn
de to knapper (Fig.C-1) og (Fig.C-2) og holde dem nede under tændingen.
14. ALARMMELDINGER
*HQRSUHWQLQJHQIRUHJnUDXWRPDWLVNQnUnUVDJHQWLODODUPHQRSK¡UHU
$ODUPPHGGHOHOVHUGHUNDQIUHPNRPPHSnGLVSOD\HW
- $/$50RJ³
´ Udløsning af svejsemaskinens primære varmesikring. Driften
afbrydes, indtil maskinen er kølet tilstrækkeligt ned.
- $/$50 RJ ³
´ Udløsning af svejsemaskinens sekundære varmesikring.
Driften afbrydes, indtil maskinen er kølet tilstrækkeligt ned.
- ALARM 03: 8GO¡VQLQJ Sn JUXQG DI EHVN\WWHOVH PRG RYHUVSQGLQJ .RQWUROOpU
forsyningsspændingen.
- ALARM 04: 8GO¡VQLQJ Sn JUXQG DI EHVN\WWHOVH PRG XQGHUVSQGLQJ .RQWUROOpU
forsyningsspændingen.
- ALARM 10: Udløsning af beskyttelse mod overstrøm i svejsekredsen. Kontrollér, at
trækhastigheden og/eller svejsestrømmen ikke er for høj.
- ALARM 11: Udløsning af beskyttelse mod kortslutning mellem brænder og jord.
Kontrollér, at der ikke forekommer kortslutninger i svejsekredsen.
- ALARM 13:8GO¡VQLQJSnJUXQGDIPDQJOHQGHLQWHUQNRPPXQLNDWLRQ+YLVDODUPHQ

 Loading...
Loading...




