1. Operation Flow
87
ML-2050A/2051A/2150A
Chapter 3 Laser Welding by Control Panel (PANEL CONTROL)
Introduction Part
Installation and
Preparation Part
Operating Part Maintenance Part Appendixes
Chapter 3
●
Laser Welding by Control Panel
(PANEL CONTROL)
1. Operation Flow
This section explains a laser welding operation ow by control panel.
The following methods for laser welding operations are available: control from the
control panel (PANEL CONTROL), control by external input/output signals from the
connected PLC (Programmable Logic Controller) (EXTERNAL CONTROL), and
control by sending a command from the connected personal computer (RS-485
CONTROL).
At PANEL CONTROL, welding schedules are set by using the control panel and laser
light is output.
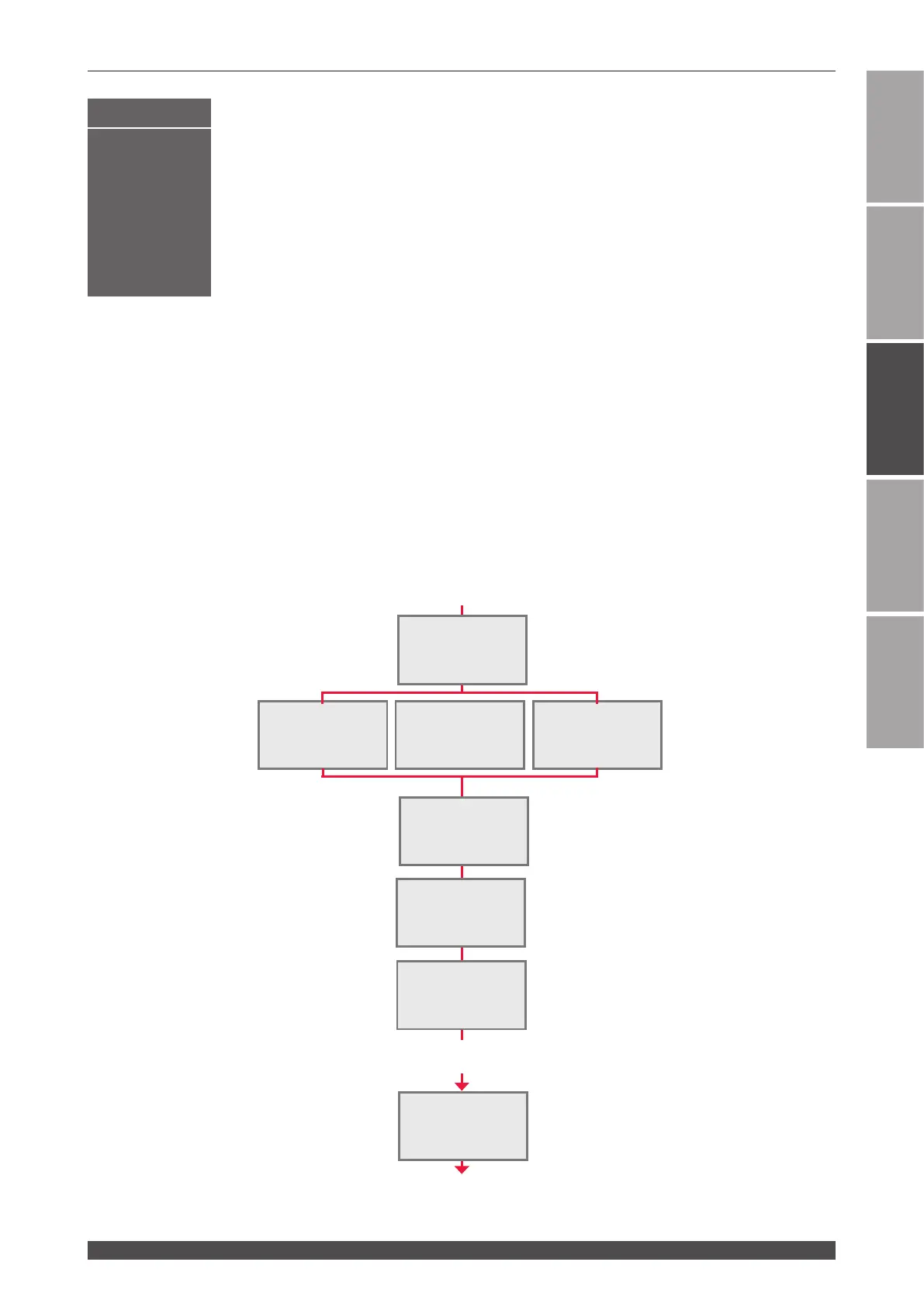
MAIN POWER switch ON
CONTROL keyswitch ON
READY Screen
SCHEDULE Screen STATUS Screen
POWER MONITOR
Screen
SCHEDULE
Screen
Pressing the LASER START/STOP button
Setting and registration of SCHEDULE
number (output schedule number) and output
schedules
Control method check (PANEL CONTROL)
BEAM: ON (branch shutter selection)
POSITION: ON (guide light output)
SCHEDULE number input
SCHEDULE Screen
or
POWER MONITOR
Screen
Laser light output
CONTROL keyswitch OFF
MAIN POWER switch OFF
POWER MONITOR
Screen
Laser energy/average power check
STATUS
Screen
Operating Part
HV: OFF (High voltage OFF)