V0913, 5.13
length of a tool is shorter than the tolerance permits, it will not be accepted for a bend.
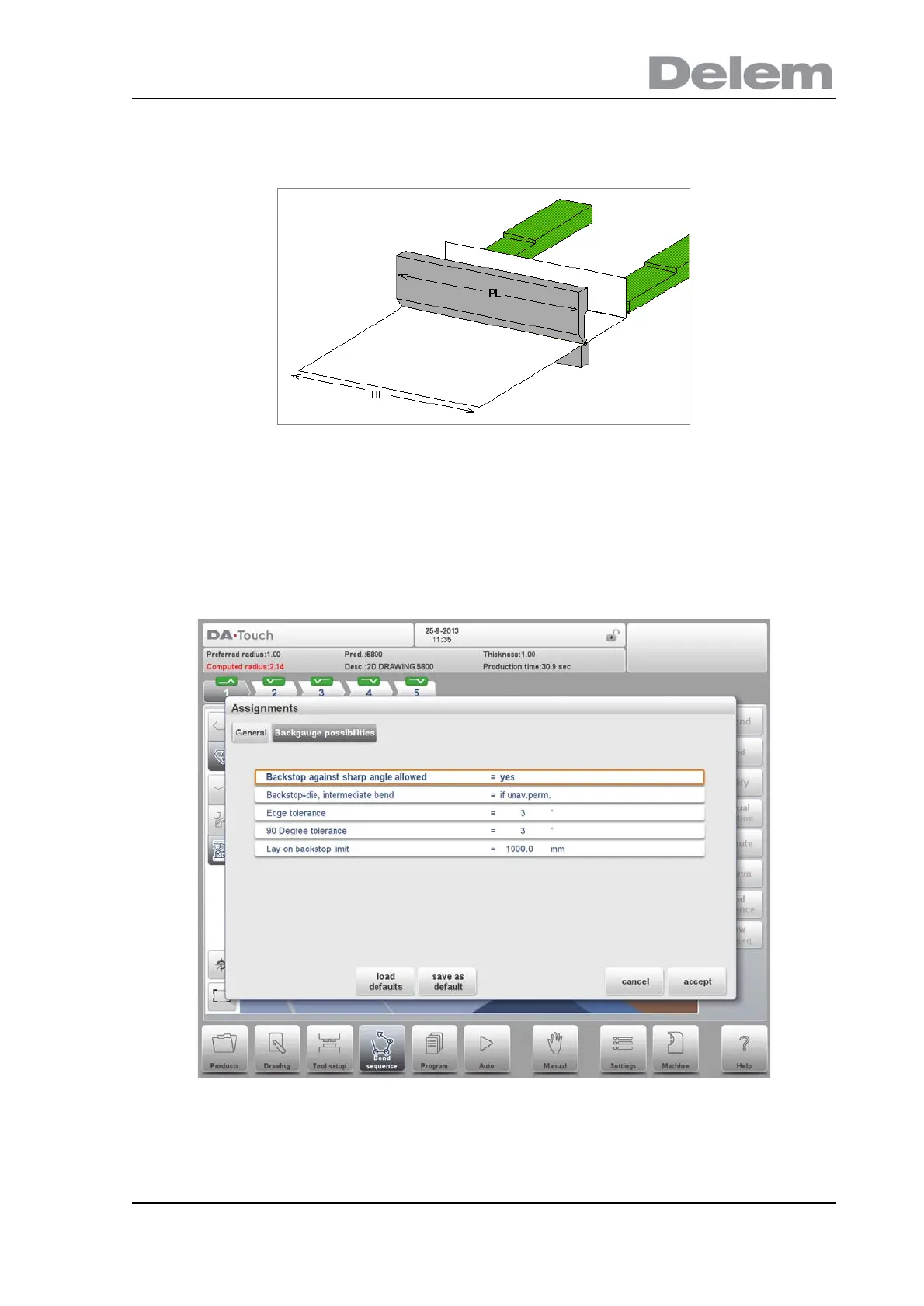
See figure below in which the Punch length has been indicated by PL and the bending
length by BL. The tolerance value is the difference between PL and BL.
Minimum Y opening
During postprocessing of the programmed product, the control always computes an
optimal opening of the pressbeam to handle your product. Here you can program a
minimum required opening. The programmed value is the distance above the speed
change point (Mute).
5.4.3. Assignments - Backgauge possibilities
Backstop against sharp angle allowed
Specify if backstop may be placed against an angle smaller than 90°.
• No = not allowed