64 / 97
8.6.5 Starting of the program in the controller
Starting point: Program Editor is active, a program has been loaded into the controller
On principle, the operation of the CNC program is
also possible without connected mechan-
ical system and drives. This is obtained by the setting of the machine constant
M
K_TEST_OHNEMECHANIK=1
On principle, the operation of the CNC program is
also possible without a PLC program. This
is obtained by the setting of the machine constant MK_SPS_DUMMY=1
During the tests with connected mechanic
al system and PLC, the machine constants have
to be set as follows:
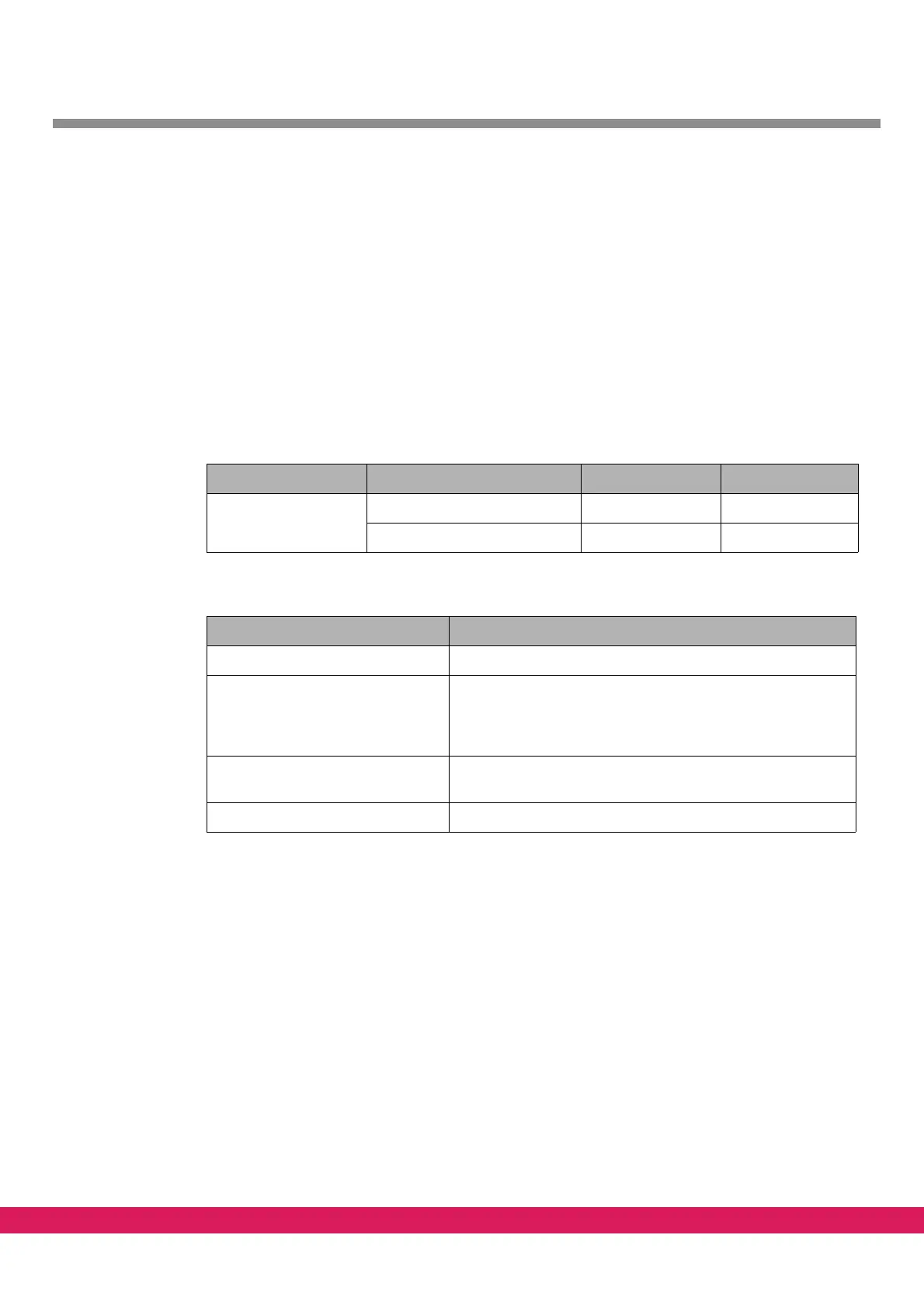
Tabelle 37:
Table 37: machine constants for test set-up
MK Number values Values
Test set-up MK_TEST_OHNEMECHANIK 1 0
MK_SPS_DUMMY 1 0
Tabelle 38:
Table 38: Starting of the program in the controller
Steps in stdHMI Description
Automatic F10 Change the mode of StdHMI to
Automatic
Start S1 Start drives, the figure is follo
wed with activated graphics
(without activated graphics, the numbers of command and
actual positions change), the single commands are dis-
played in the lower part of the screen
Override +/- S6, S7 The path speed of the drives ca
n be changed by means of
Override
Stop S2 The drives stop
Note: The drawn straight line from the zero point (0/0) to the starting point (10/10) is only
followed if the drive is also in the zero point. Otherwise, the controller moves the drives on
a straight line from the current point to the starting point.