5. Programming
5−24
Festo P.BE−SPC200−WIN−PISA−CD−EN en 0901d
Multi−axis operation
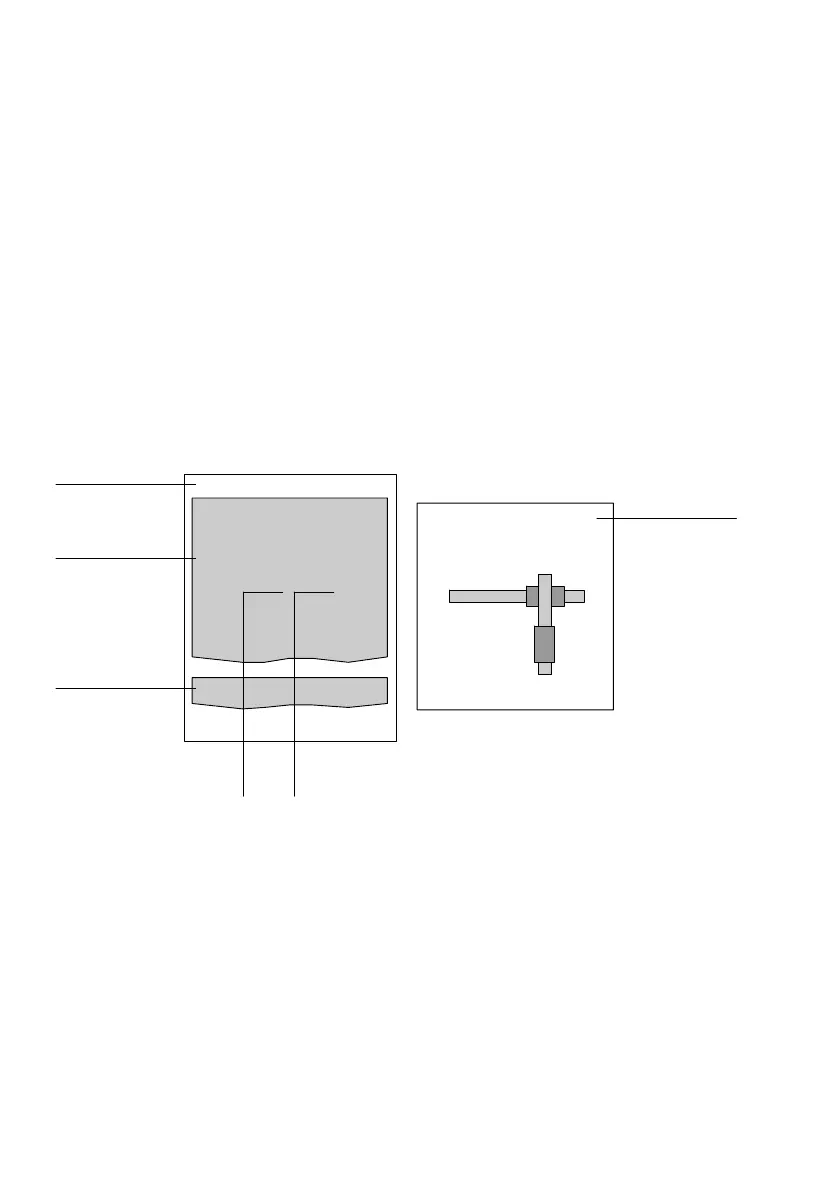
Coordinated operation In coordinated operation of several axes, the possibility of
parallel program processing is not usually used. Only one
program is defined as the starting program. The positioning
tasks for all axes are programmed in this program.
If a positioning task refers to all axes, it is not completed until
all the
axes have reached the target position. The movement
sequence of all axes is thereby coordinated. The second
starting program can be used for monitoring functions.
N000 G62 X Y
N001 G00 X100 Y150
N002 #TNI0.0 30
N003 G01 X100 FX10
N004 X300 Y100
N005 G00 X500 Y200
N006 G01 Y400 FY20
...
X
Y
2
3
45
6
1
Task A
2 Starting program of task A
3 Sub−programs
4 Positioning command for the X−axis
5 Positioning command for the Y−axis
6 Work station A (two coordinated axes)
Fig.5/2: Coordinated operation (example two−axis system)
 Loading...
Loading...