119548
70165
119549
70166
70167
Figure 6
Figure 7
Figure 8
Figure 9
Figure 10
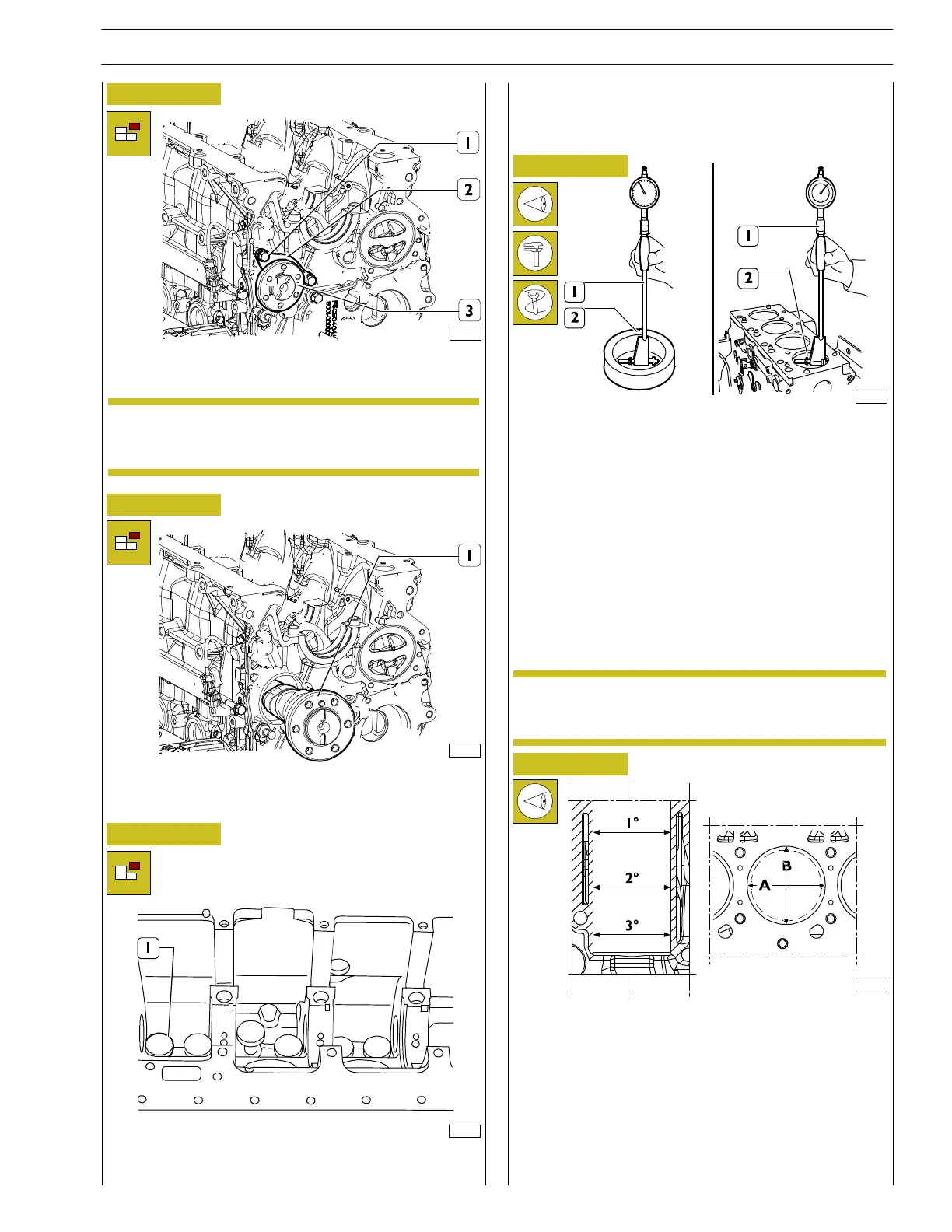
Loosen th e fastening screws (1) an d disassemble the
camshaft (3) holding plate (2).
Carefully withdraw the camshaft (1) from the engine bock.
Withdraw the tappets (1) from the engine bock.
Once completed the engine disassembly, carefully clean the
cylin der-crankcase units.
Use suitable eyebolts to handle the cylinder unit. Carefully
check the crankcase has for cracks. Check the conditions of
the processing caps: replace them if oxidized or in case their
tight is doubtful. Check the surface of the cylinder barrels:
there must be no trace of meshing, sc ratches, oval or co n ical
shaping and excessive wear.
Cylinder barrel inner diameter check to detect any oval or
conical shaping or wear shall be executed throughout the
bore meter (1) equipped with comparator, which must be
previously be reset on the ring calliper (2) of th e cy linder
barrel diameter.
Themeasurementsmustbemadeforeachcylinder,atthree
different heights from the barrel and on two perpendicular
planes: one parallel to the engine longitudinal axle (A) and the
other perpendicularly (B). Generally, maximum wear is
detected on the perpendicular plane (B) and with the first
measurement.
If oval or conical shaping or wear is detected, proceed boring
and grinding the cylinder barrels. Cylinder barrel grinding
must be executed based on the spare pistons’ diameter plus
0,4 mm of the rated value and at the prescribed assembly
slack.
Note down the plate assembly position (2).
REPAIRS
CYLINDER UNIT
Checks and measurements
If the ring calliper is unavailable, use a micrometer
for reset.
s
NOTE
NOTE
SECTION 4 - MECHANICAL OVERHAUL
11
F32 SERIES
Pri nt P2D32F005 E Base - April 2009