Figure 11
Checking head base surface on cylinder unit
After having detected any deformed areas, grind the head
base surface using a grinding machine.
Planarity error must not exceed 0.075 mm. Check the
conditions of the cylinder unit processing caps: replace them
if oxidized or in case th eir tight is doubtful.
α
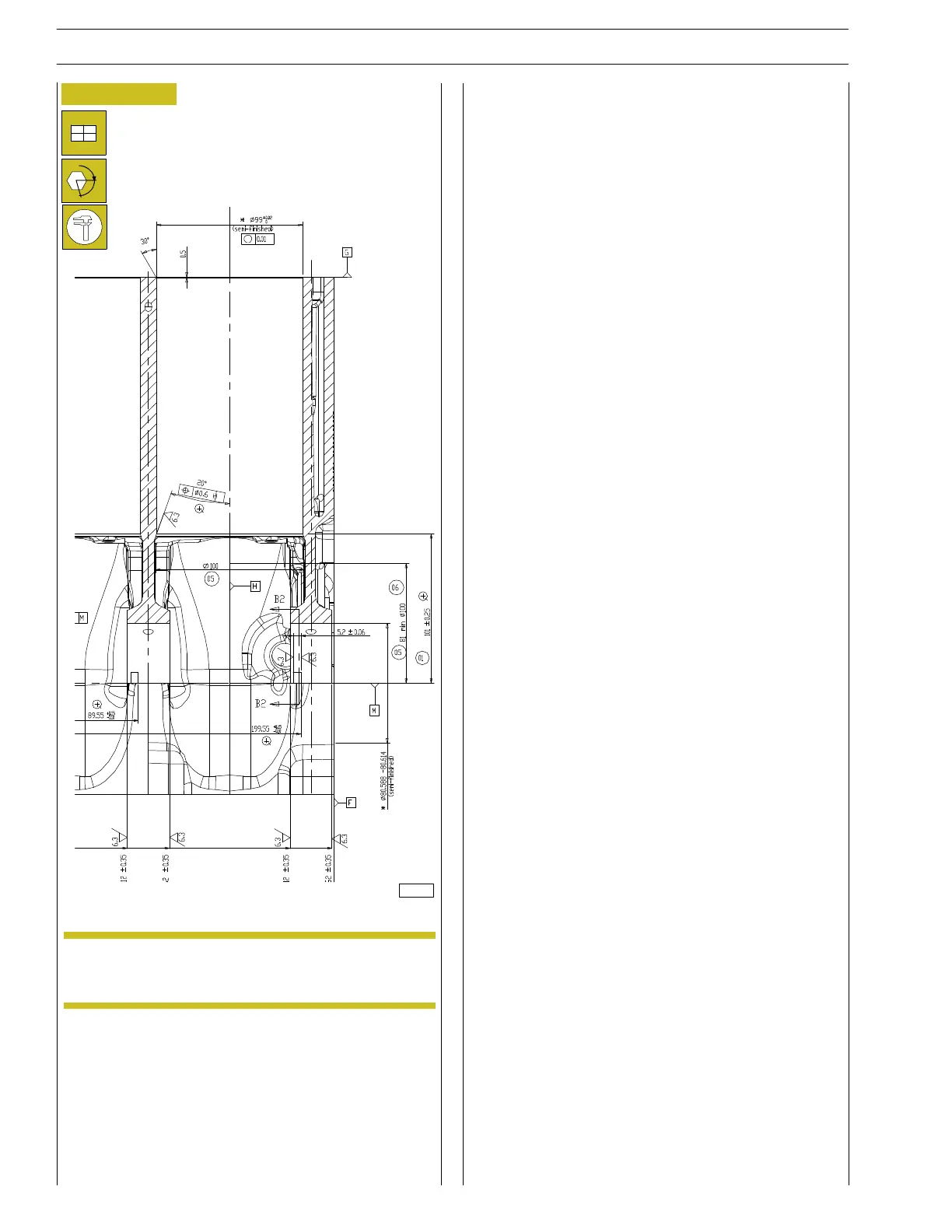
Check the crankshaft bearing seats proceeding as follows:
- fit the crankshaft bearing caps on the supports without
bearings;
- tighten the fastening screws to the prescribed torque
setting;
- with a suitable comparator, check that the inner barrel
diameter corresponds to the prescribed value.
If the detected value is higher, replace the crankcase.
Il terzo (quello centrale) cappello di banco (1) e il relativo
supporto hanno il semicuscinetto (2) dotato di spallamento.
119550
In case of grinding, all the barrels must result having
the s ame oversize (0.4 mm).
NOTE
12
SECTION 4 - MECHANICAL OVERHAUL
F32 SERIES
Base - April 2009 Pri nt P2D32F005 E