Detailed description
2.12 Block descriptions
Basic logic functions: PLC Basic program powerline (P3 pl)
144 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
PI service: TMPCIT
Function Set increment value for workpiece counter:
Incrementing the workpiece counter of the spindle tool
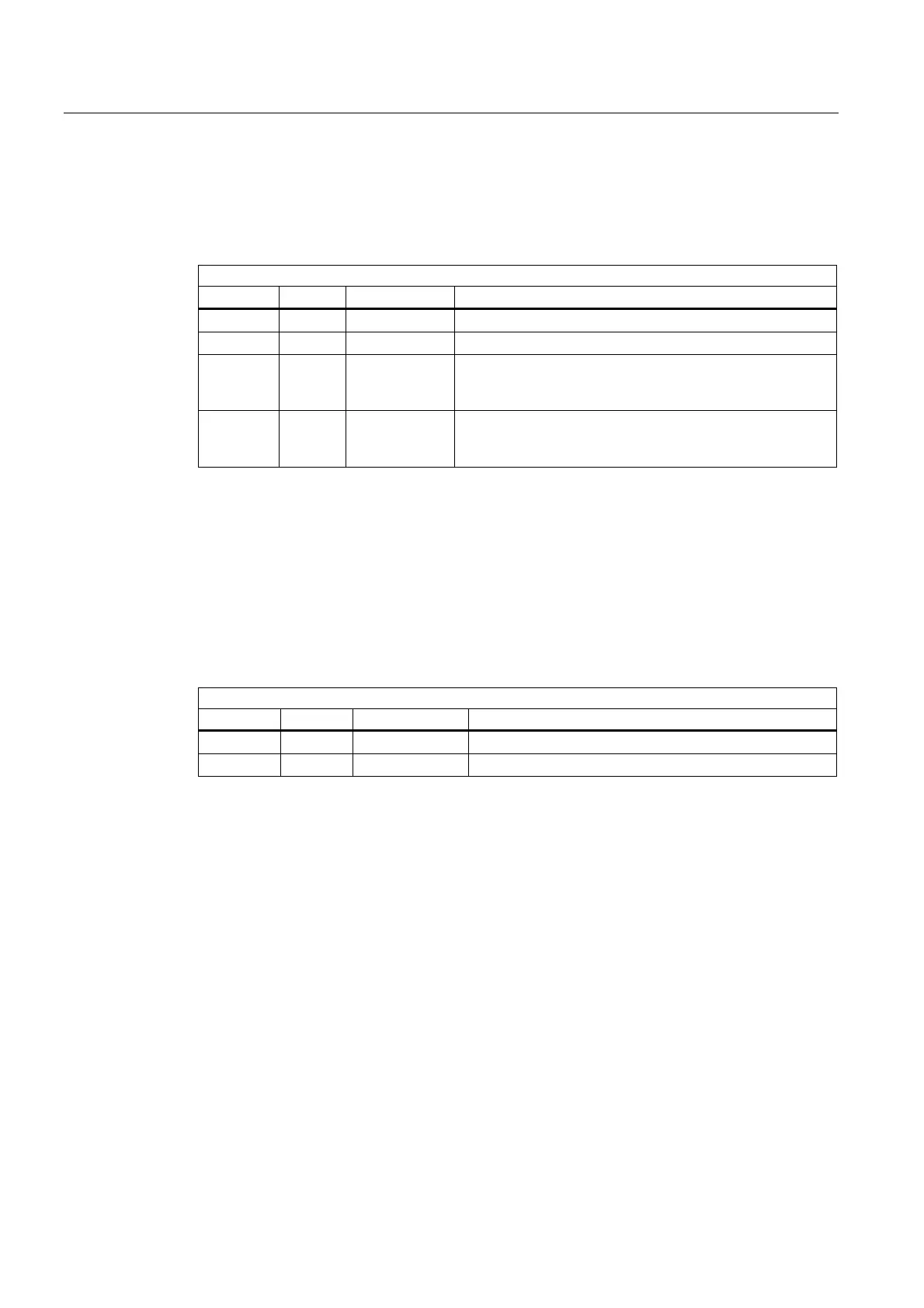
Parameterization
Signal Type Value range Meaning
PIService ANY PI.TMPCIT Set increment value for workpiece counter
Unit INT 1 to 10 TOA
WVar1 WORD 0 ... max. Spindle number; corresponds to the type index in the
location data with spindle location type of the buffer
magazine in channel.000 = main spindle
WVar2 WORD 0 ... max. Increment value; indicates the number of spindle
revolutions after which the workpiece counter is
incremented
PI service: TMRASS
Function Reset the active status:
Resetting the active status on worn tools
This PI service is used to search for all tools with the tool status active and disabled. The
active status is then canceled for these tools. Potentially appropriate times for this PI service
are the negative edge of VDI signal "tool disable ineffective", an end of program, or a
channel RESET. This PI service is intended mainly for the PLC, since it knows when the
disabled tool is finally no longer to be used.
Parameterization
Signal Type Value range Description
PIService ANY PI. TMRASS Reset active status
Unit INT 1 to 10 TO area

 Loading...
Loading...



















