Detailed description
2.3 Feedrate control
Basic logic functions: Feeds (V1)
48 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
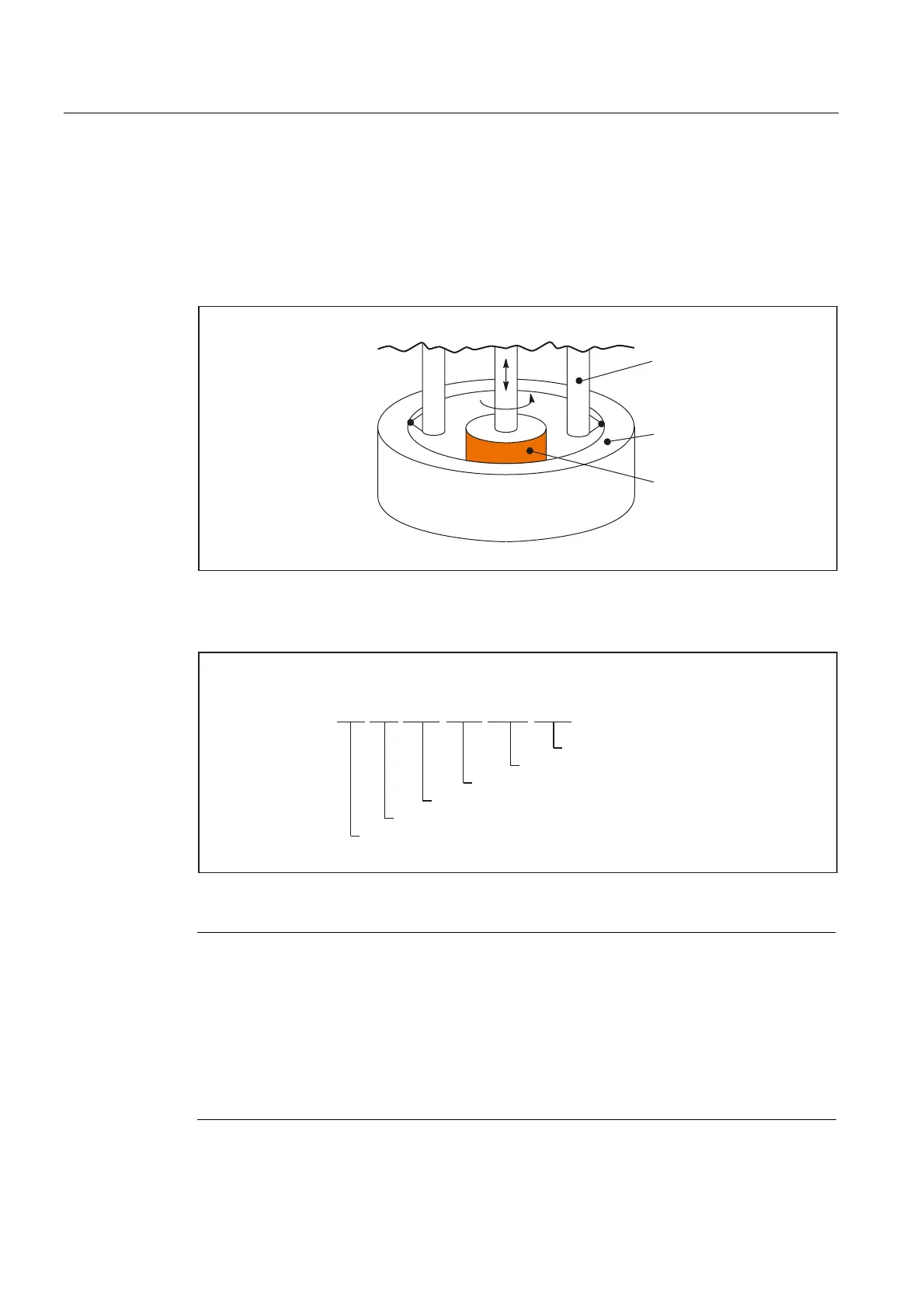
Example
Internal grinding of a conical ring, where the actual diameter is determined using calipers
and, depending on the limits, the feedrate value required for roughing, finishing or fine
finishing is activated. The position of the calipers also provides the end position. Thus, the
block end criterion is determined not only by the programmed axis position of the infeed axis
but also by the calipers.
5LQJ
&DOLSHUV
*ULQGLQJGLVF
Figure 2-6 Calipers
Part program
*;)
*;) ) ) ) 67 65
5HWUDFWLRQ
6SDUNLQJRXWWLPH
)HHGUDWHILQHILQLVKLQJ
)HHGUDWHDLUJULQGLQJ
)HHGUDWHURXJKLQJ
)HHGUDWHILQLVKLQJ
,QLWLDOVHWWLQJ
Note
The axial feedrate/path feedrate (F value) is the 100% feedrate.
Feedrates smaller than or equal to the axial feedrate/path feedrate can be implemented with
"Multiple feedrate values in one block" (F2 to F7 values).
The "Multiple feedrate values in one block" functionality is only available in conjunction with
the "Synchronized actions" function.
References:
/FB1/ Function Manual, Basic Functions; Various Interface Signals and Functions (A2)

 Loading...
Loading...



















