Detailed Description
2.4 Tool radius compensation 2D (TRC)
Basic logic functions: Tool Offset (W1)
56 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
The associated NC program segment is as follows:
$TC_DP1[1,1]=121
; Milling tool
$TC_DP6 [1,1]=10
; Radius 10 mm
N10 G1 X0 Y0 Z60 G64 T1 D1 F10000
N20 G41 KONTC X70 Y0 Z0
N30 G2 I-70
; Full circle
N40 G40 G1 X0 Y0 Z60
N50 M30
Explanation:
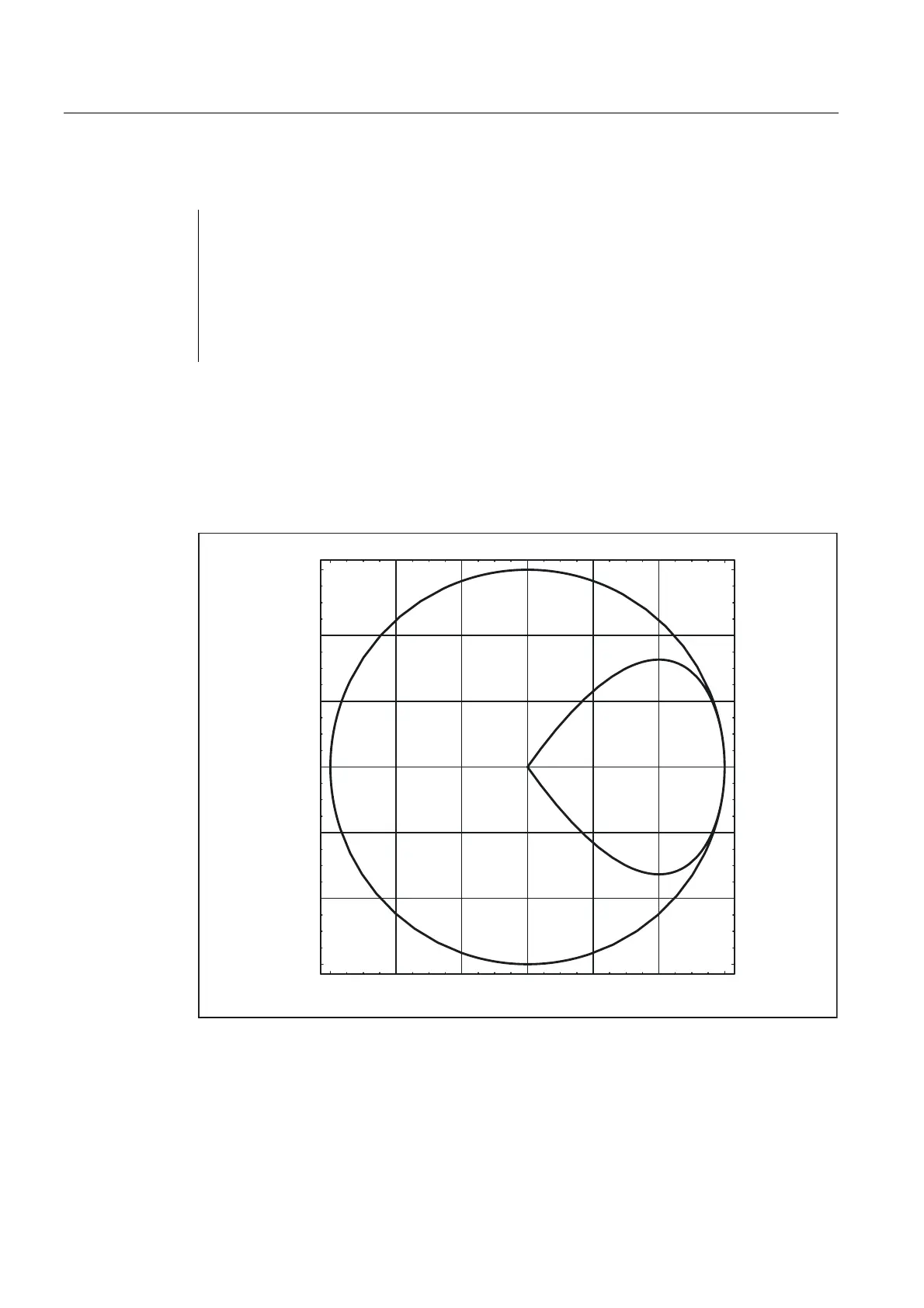
In this example, a full circle with a radius of 70 mm is machined in the X/Y plane. Since the
tool has a radius of 10 mm, the resulting tool center point path describes a circle with a
radius of 60 mm. The start/end points are at X0 Y0 Z60, with the result that a movement
takes place in the Z direction at the same time as the approach/retraction movement in the
compensation plane.
1
1
1
Figure 2-17 Approach and retraction with constant curvature during inside machining of a full circle:
Projection in the X-Y plane.

 Loading...
Loading...



















