Detailed description
2.1 NC/PLC interface signals
Basic logic functions: Various NC/PLC interface signals and functions (A2)
22 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
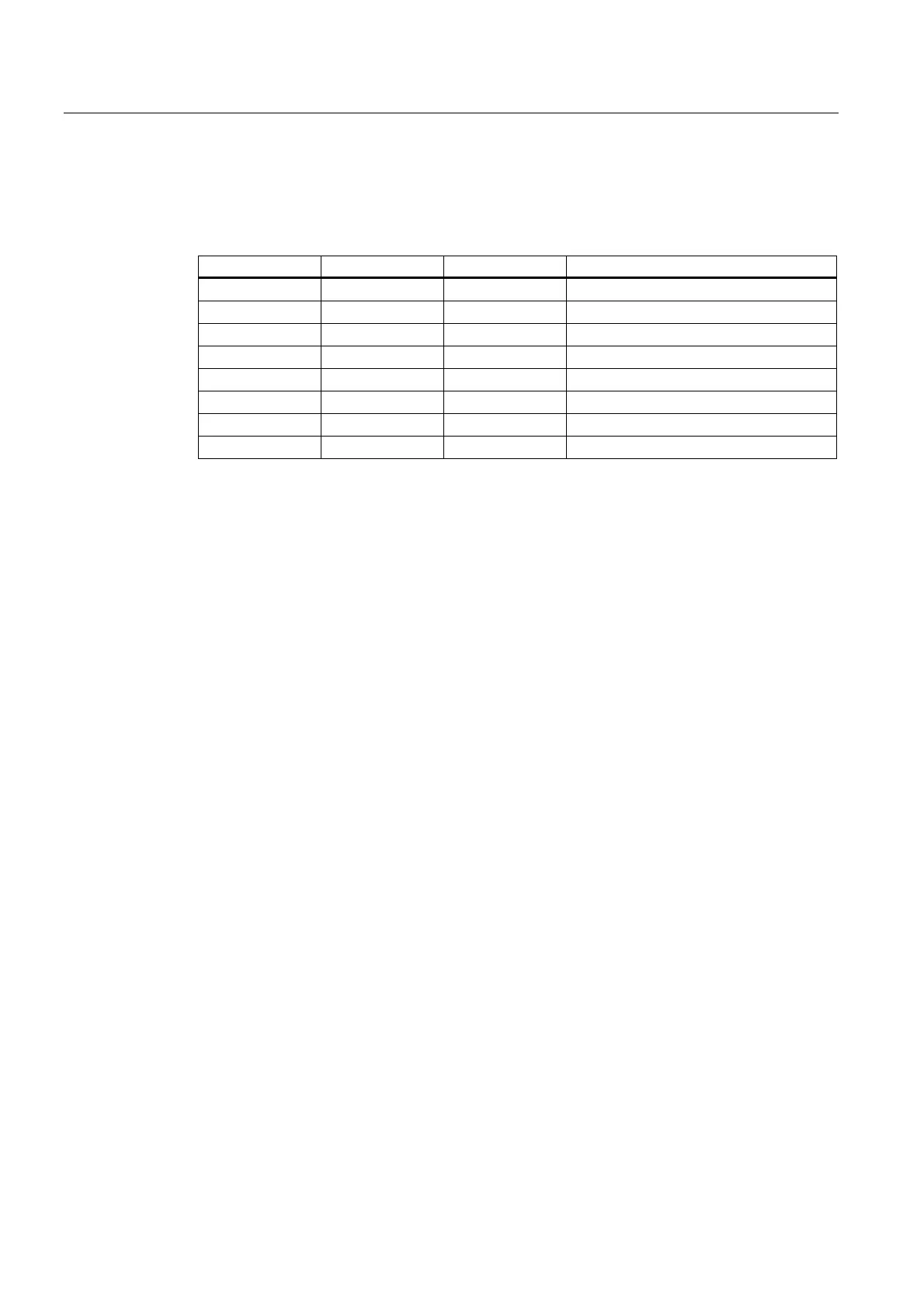
DB31, ... DBX9.0 / 9.1 / 9.2 (controller parameter set selection)
The PLC user program sends a binary code request via the "controller parameter set
selection" to activate the corresponding parameter set with that of the NC.
DBX9.2 DBX9.1 DBX9 Parameter-set number
0 0 0 1
0 0 1 2
0 1 0 3
0 1 1 4
1 0 0 5
1 0 1 6
1 1 0 6
1 1 1 6
Parameter-set changeover must be enabled via the machine data (not required for spindles):
MD35590 $MA_PARAMSET_CHANGE_ENABLE = 1 or 2
For detailed information about parameter-set changeover, please refer to:
References:
/FB1/ Function Manual Basic Functions; Spindles (S1)
Chapter: Spindle modes > axis mode;
Chapter: Programmable Gears > Gear Stages for Spindles and Gear Change
Parameter set changeover when machine axis is in motion
The response to a parameter-set changeover depends on the consequential change in the
closed-loop control circuit gain factor Kv:
MD32200 $MA_POSCTRL_GAIN (KV-Factor) (KV-Factor)
• "Identical servo gain factors" or "position control not active":
The NC responds immediately to the parameter-set changeover. The parameter set is
also changed during the movement.
• "Non-identical servo gain factors" or "position control active":
In order to effect a changeover as smoothly as possible, changeover is not activated until
the axis "is stationary", i.e. once the parameterized zero speed has been reached or
undershot:
DB31, ... DBX61.4 = 1 (axis/spindle stationary)
MD36060 $MA_STANDSTILL_VELO_TOL (threshold velocity/speed 'axis/spindle
stationary')