Detailed description
2.1 Axes
Basic logic functions: Axes, coordinate systems, frames (K2)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
31
Reliability of channel axis gaps
Channel axis gaps must be communicated explicitly through the following machine data:
MD11640 $MN_ENABLE_CHAN_AX_GAP (channel axis gaps are allowed in
AXCONF_MACHAX_USED)
If this is not carried out, an entry of 0 prevents other machine axes being assigned to
channel axes in the following machine data:
MD20070 $MC_AXCONF_MACHAX_USED (machine axis number valid in channel)
References:
/FB2/ Function Manual, Extension Functions; Several Control Panels on Multiple NCUs,
Decentralized Systems (B3)
Example
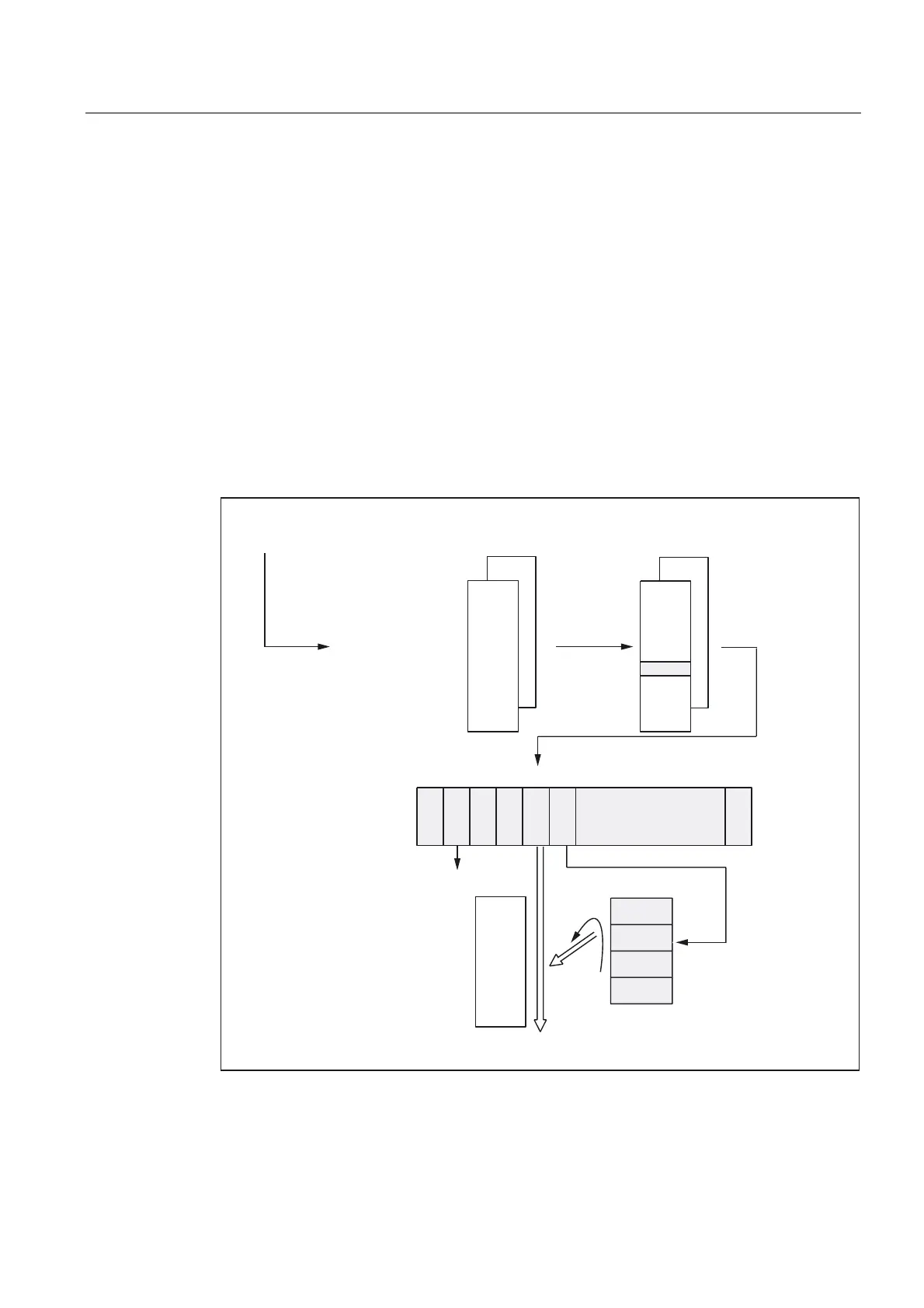
In the example below, a machine tool channel axis is specified without a real machine axis.
/RFDOPDFKLQHD[HV
*DS
/LQND[LV
&RQWDLQHUOLQND[HV
&RQWDLQHU
/RJLFDOPDFKLQHD[LVLPDJH
PDFKLQHD[LV>@
PDFKLQHD[LV>@
PDFKLQHD[LV>@
PDFKLQHD[LV>@
PDFKLQHD[LV>@
PDFKLQHD[LV>@
PDFKLQHD[LV>@
PDFKLQHD[LV>@
&KDQQHO
&KDQQHO
FKDQQHOD[LV>@
FKDQQHOD[LV>@
FKDQQHOD[LV>@
FKDQQHOD[LV>@
FKDQQHOD[LV>@
FKDQQHOD[LV>@
FKDQQHOD[LV>@
FKDQQHOD[LV>@
&KDQQHO
&KDQQHO
;
<
=
%
:=0
&
&
0'0&B$;&21)B0$&+$;B86('
0'0&B$;&21)B&+$1$;B1$0(B7$%
;
<
=
%
&
&0
0'01B$;&21)B0$&+$;B1$0(B7$%
;
1&B$;Q
<
&
=
%
1&B
1&B
1&B
%
0'01B$;&21)B/2*,&B0$&+$;B7$%
1&B$;Q
&7B6/
1&8
Figure 2-5 Axis configuration with channel axis gap

 Loading...
Loading...



















