62
Igniting the arc
General To ensure the best ignition sequence in the TIG AC welding process, the MagicWave pow-
er sources take account of:
- the diameter of the tungsten electrode
- the current temperature of the tungsten electrode with reference to the preceding
welding and weld-off times
Igniting the arc
using high fre-
quency
(HF ignition)
CAUTION!
Risk of injury due to shock caused by electric shock
Although Fronius devices comply with all relevant standards, high-frequency ignition can
transmit a harmless but noticeable electric shock under certain circumstances.
► Use prescribed protective clothing, especially gloves!
► Only use suitable, completely intact and undamaged TIG hosepacks!
► Do not work in damp or wet environments!
► Take special care when working on scaffolding, work platforms, in forced positions
(out-of-position welding), in tight, difficult to access or exposed areas!
HF ignition is activated when a time value has been set for the ignition timeout setup pa-
rameter in the HF menu.
The HF ignition indicator lights up in the status bar on the control panel.
Unlike touchdown ignition, HF ignition eliminates the risk of contamination of the tungsten
electrode and the workpiece.
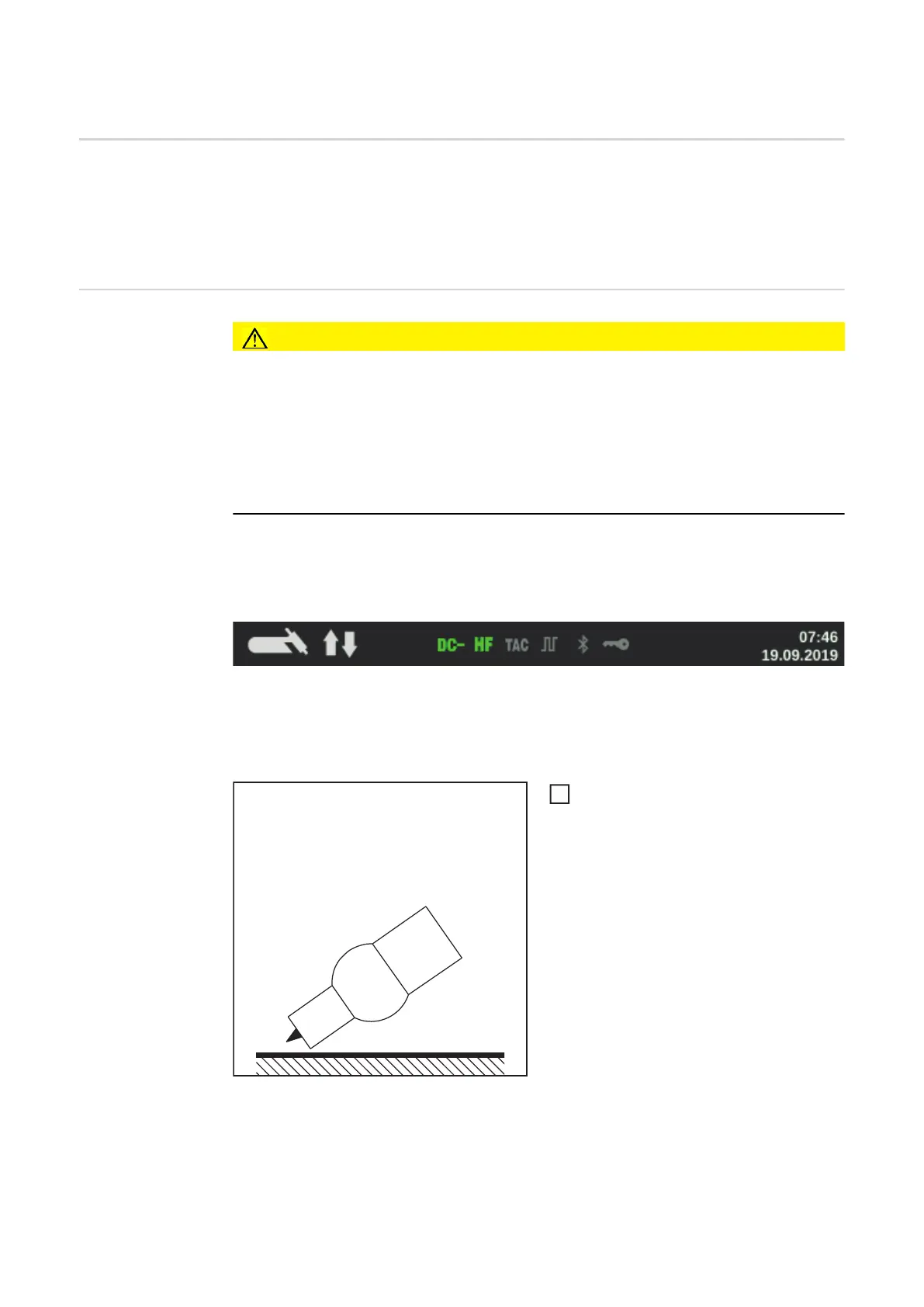
Procedure for HF ignition:
Place the gas nozzle down on the igni-
tion location, ensuring there is a gap of
approx. 2 to 3 mm (5/64 to 1/8 in.) bet-
ween the tungsten electrode and the
workpiece Gap exists.
1