54
NOTE!
All welding parameter set values that have been set using the adjusting dial remain
stored until the next time they are changed.
This applies even if the power source is switched off and on again.
Start welding (ignite the arc)
Welding parame-
ters for TIG DC
welding
The polarity welding parameter is only available on MagicWave power sources.
If the polarity welding parameter is set to DC, the following welding parameters are avail-
able:
xxA = actual current value depending on the specified main current
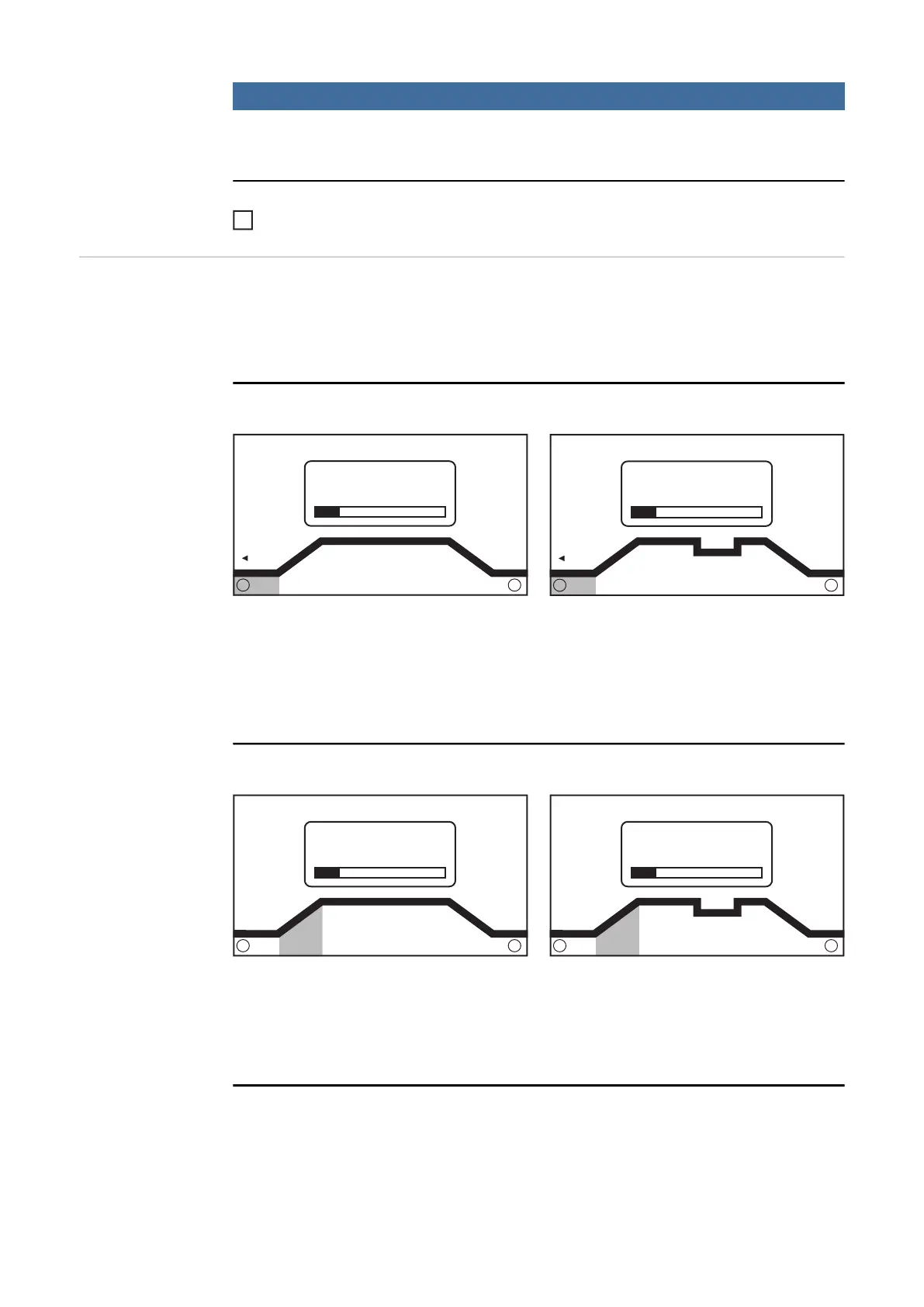
Starting current
Starting current, 2-step mode and spot welding Starting current, 4-step mode
Setting range: 0 - 200% (of main current)
Factory setting: 50%
IMPORTANT! The starting current is saved separately for TIG AC welding and TIG DC
welding.
UpSlope
UpSlope, 2-step mode and spot welding UpSlope, 4-step mode
Setting range: off; 0.1 - 30.0 s
Factory setting: 0.5 s
IMPORTANT! The saved UpSlope value applies to both the 2-step and 4-step modes.
13
50%
+
-
xxA
+
-
50%
xxA
0.5 s
+
-
0.5 s
+
-