510 Programming: Execution of CAM Programs, Multi-axis Machining
12.3 The PLANE function: Tilting the working plane (software option 1)
If you do not define SEQ, the TNC determines the solution as follows:
1 The TNC first checks whether both solution possibilities are within
the traverse range of the rotary axes.
2 If they are, the TNC selects the solution with which it can move the
rotary axes on the shortest path from the actual position to the
nominal position. The TNC then calculates the root of the square
sum of the rotary axis path of each solution, and then uses the
solution with the smaller value.
3 If only one solution is within the traverse range, the TNC selects
this solution.
4 If neither solution is within the traverse range, the TNC displays
the Entered angle not permitted error message.
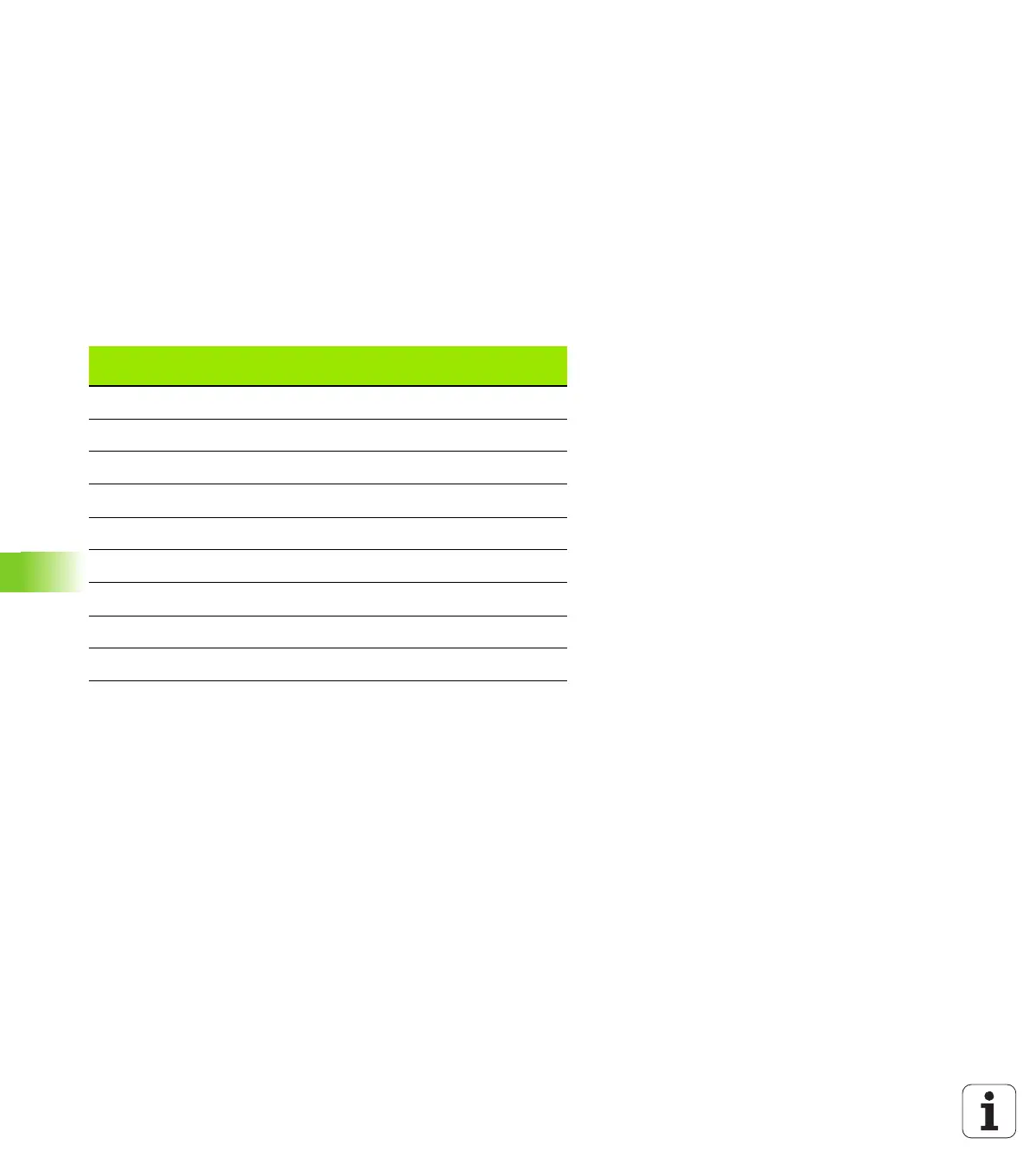
Example for a machine with a rotary table C and a tilting table A.
Programmed function: PLANE SPATIAL SPA+0 SPB+45 SPC+0
End switch Starting point SEQ
Resulting axis
position
None A+0, C+0 not prog. A+45, C+90
None A+0, C+0 + A+45, C+90
None A+0, C+0 – A–45, C–90
None A+0, C-105 not prog. A–45, C–90
None A+0, C-105 + A+45, C+90
None A+0, C-105 – A–45, C–90
–90 < A < +10 A+0, C+0 not prog. A–45, C–90
–90 < A < +10 A+0, C+0 + Error message
None A+0, C–135 + A+45, C+90

 Loading...
Loading...








