HEIDENHAIN iTNC 530 653
16.4 Program Run
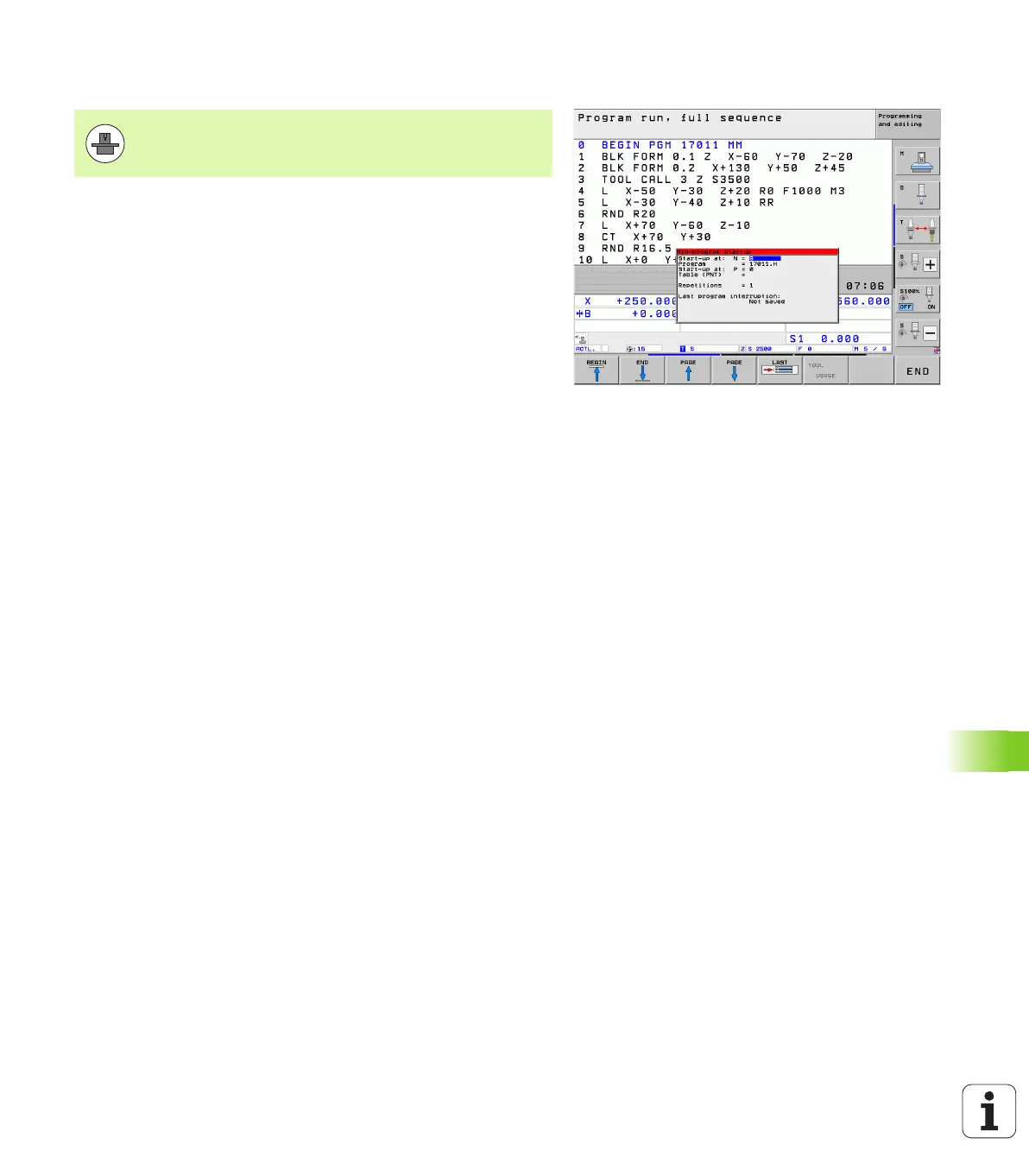
Mid-program startup (block scan)
With the RESTORE POS AT N feature (block scan) you can start a part
program at any block you desire. The TNC scans the program blocks
up to that point. Machining can be graphically simulated. If you start at
a machining position within a smarT.NC point table (.HP), you can
select the start position via soft key with graphic support. When
starting at a machining position within a point table with the file
extension .PNT, the TNC does not provide graphic support. However,
you can use the point number to select any point as startup position.
If you have interrupted a part program with an INTERNAL STOP, the
TNC automatically offers the interrupted block N for mid-program
startup.
If the program was interrupted by one of the conditions listed below,
the TNC saves the point of interruption.
EMERGENCY STOP
Power interruption
Control software crash
After you have called the mid-program startup function, you can press
the soft keySELECT LAST BLOCK to reactivate the point of
interruption and approach it with an NC start. After switch-on the TNC
shows the message NC program canceled.
The RESTORE POS AT N feature must be enabled and
adapted by the machine tool builder. Refer to your
machine manual.

 Loading...
Loading...








