96-8000 187
G CODES
June 1999
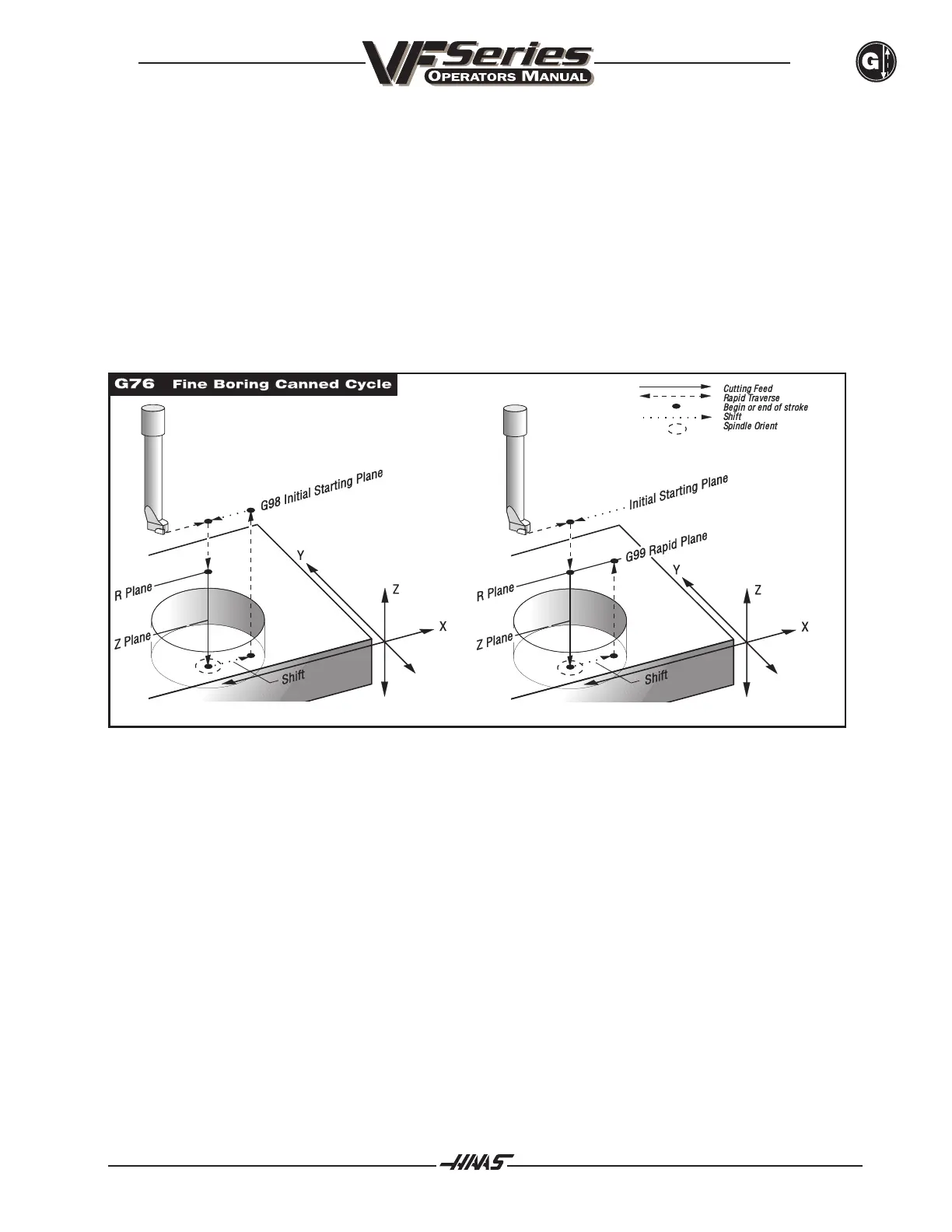
G76 Fine Boring Canned Cycle Group 09
F Feed Rate in inches (mm) per minute
I Optional shift value, if Q is not specified.
J Optional shift value, if Q is not specified.
L Number of repeats
P The dwell time at the bottom of the hole
Q The shift value, always incremental
R Position of the R plane
X Optional X-axis motion command
Y Optional Y-axis motion command
Z Position of bottom of tap
This G code is modal in that once activated, every motion of X and/or Y will cause this canned cycle to be
executed until it is canceled or another canned cycle is selected. This cycle will shift the X and/or Y-axis prior
to retracting in order to clear the tool while exiting the part. This shift direction is set by Setting 27.
The Q value shift direction is set by setting 27. If Q is not specified, the optional I and J values are used to
determine the shift direction and distance.

 Loading...
Loading...



