232
PROGRAMMING EXAMPLES
96-8000
June 1999
CIRCULAR I NTERPOLATION AND C UTTER C OMPENSATION
In this section, we will cover the usage of G02 (Circular Interpolation Clockwise) and G03 (Circular Interpolation
Counterclockwise) and Cutter Compensation (G41: Cutter Compensation Left, G42: Cutter Compensation
Right).
Using G02 and G03, we can program the machine to cut circular moves and radii. Generally, when program-
ming a profile or a contour, the easiest way to describe a radius between two points is with an R and a value.
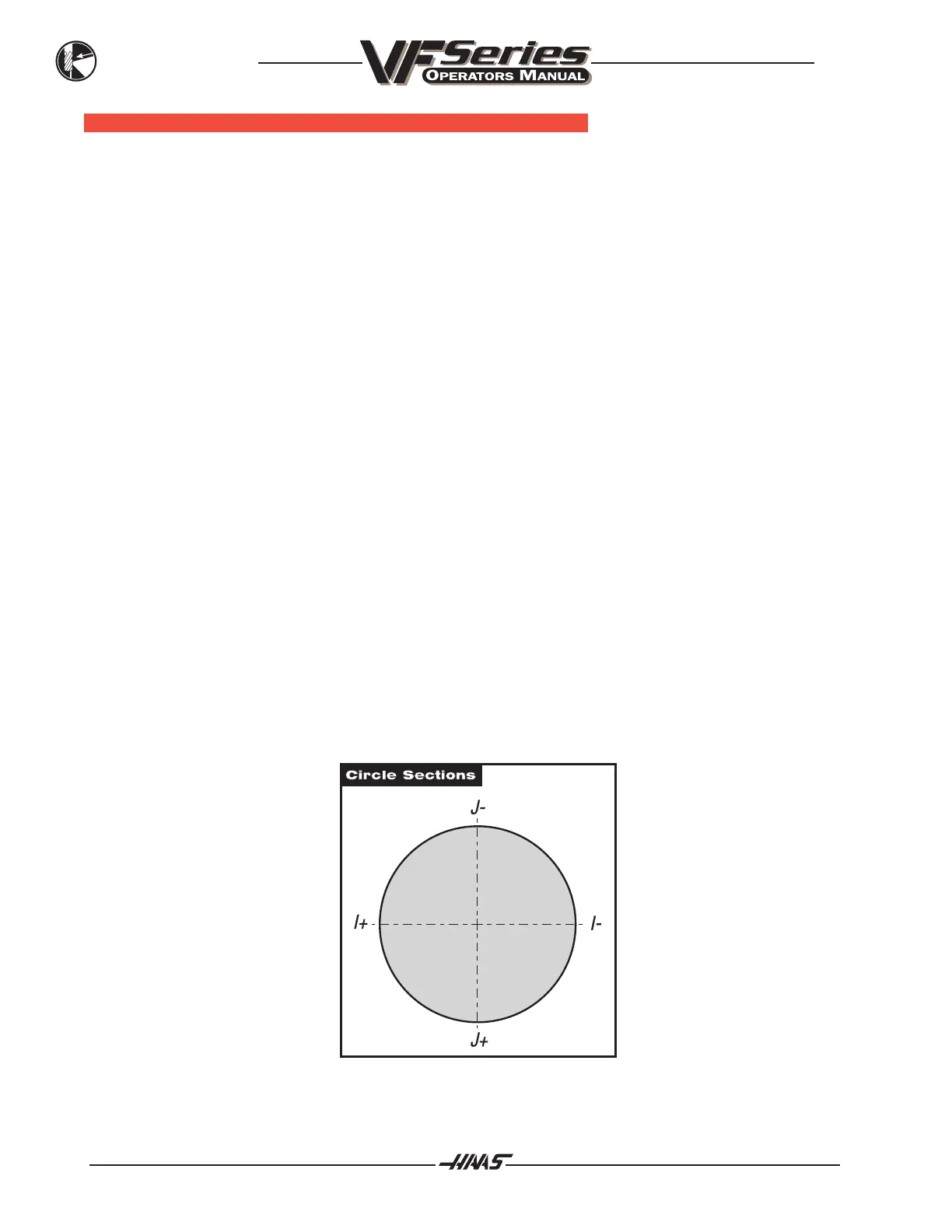
For complete circular moves (360
o
), an I or a J with a value must be specified. The circle section illustration
below will describe the different sections of a circle.
By using cutter compensation in this section we, the programmers, will be able to shift a cutter by the amount
of the cutter radius and be able to program a profile or a contour to the exact print dimensions. By shifting the
cutter radius, the programming time and the likelihood of calculation error is reduced.
Before we get into circular interpolation and how it is used, below are a few rules about cutter compensation
that have to be closely followed in order to perform successful machining operations. Always refer to these
rules when programming!
1) Cutter compensation must be turned ON during a G00 or G01 X,Y move that is equal to or greater
than the cutter radius, or the amount being compensated for.
2) When an operation using cutter compensation is done, the cutter compensation will need to be
turned OFF, using the same rules as the turn ON process, i.e., what is put in must be taken out.
3) In most machines, during cutter compensation, a linear X,Y move that is smaller than the cutter
radius may not work. (Setting 58 - set to Fanuc - for positive results.)
4) Cutter compensation cannot be turned ON or OFF in a G02 or G03 arc movement.

 Loading...
Loading...


