252
PROGRAMMING EXAMPLES
96-8000
June 1999
FOURTH A XIS P ROGRAMMING
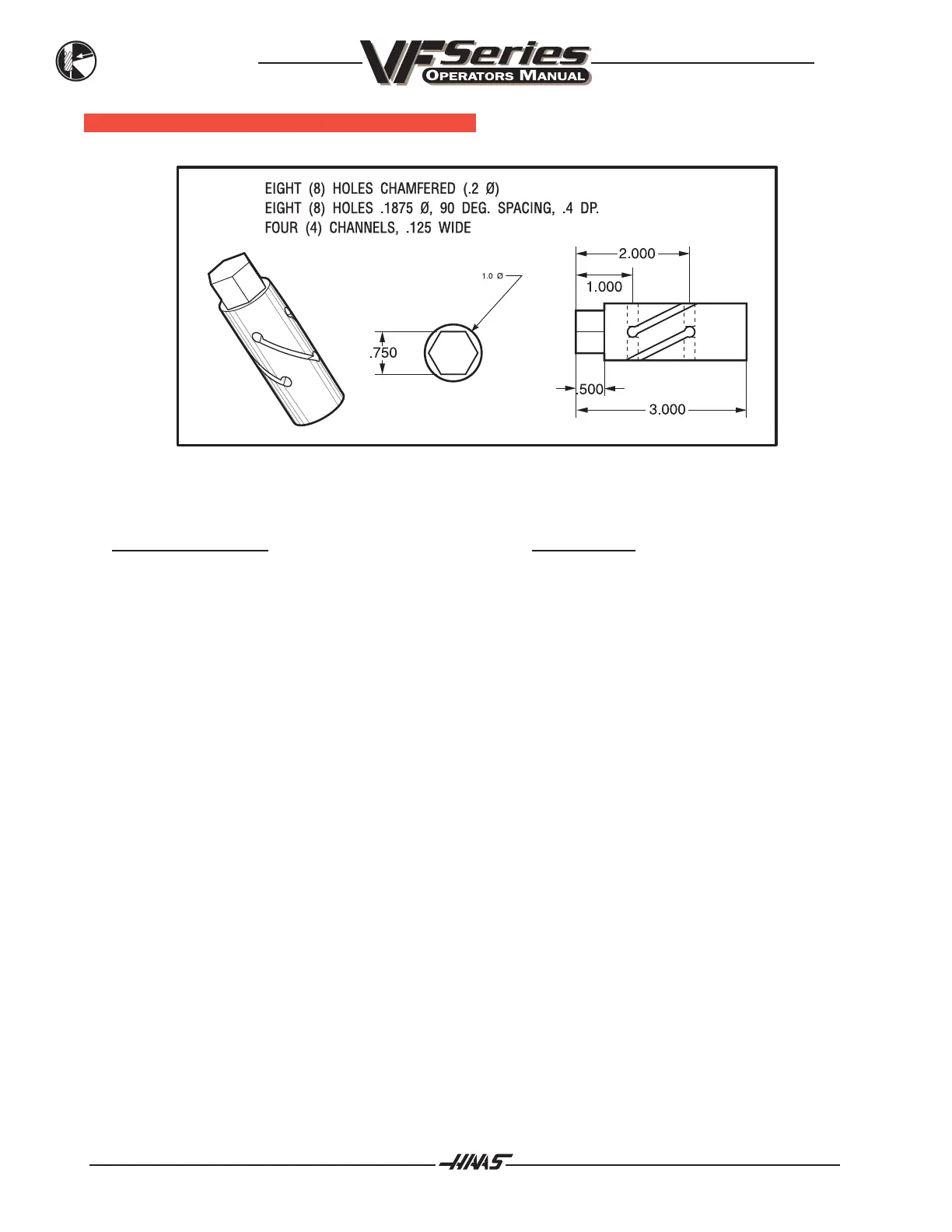
Fourth axis programming exercise.
PROGRAM EXAMPLE DESCRIPTION
%
O1234 (Fourth axis program using a Haas Servo 5C)
(Material is 1.0 Ø round stock x 3.0 L)
(Set material in collet to protrude 2.25.)
(Set fixture parallel with the table T-slots on the right side.)
(X0 is the front of the material.)
(Y0 is the centerline of the spindle and material.)
(Z0 is the top of the part.)
T1 M06 (Tool #1 is a .500 end mill to mill hex.)
G00 G90 G54 X.250 Y-.500 A0 S4500 M03
G43 H01 Z.1 M08
M98 P1235 L6
G00 G90 Z.1 M09
T2 M06 (Tool #2 is a .375 Ø NC spot drill.)
G00 G90 G54 X1.0 Y0 A0 S5000 M03
G43 H02 Z.1 M08
G82 Z-.1 F10. R.1 P300
X2.0
A90.
X1.0
A180.
X2.0
A270.
X1.0
G00 G80 Z.1 M09
(Cont'd.)

 Loading...
Loading...


