198
G CODES
96-8000
June 1999
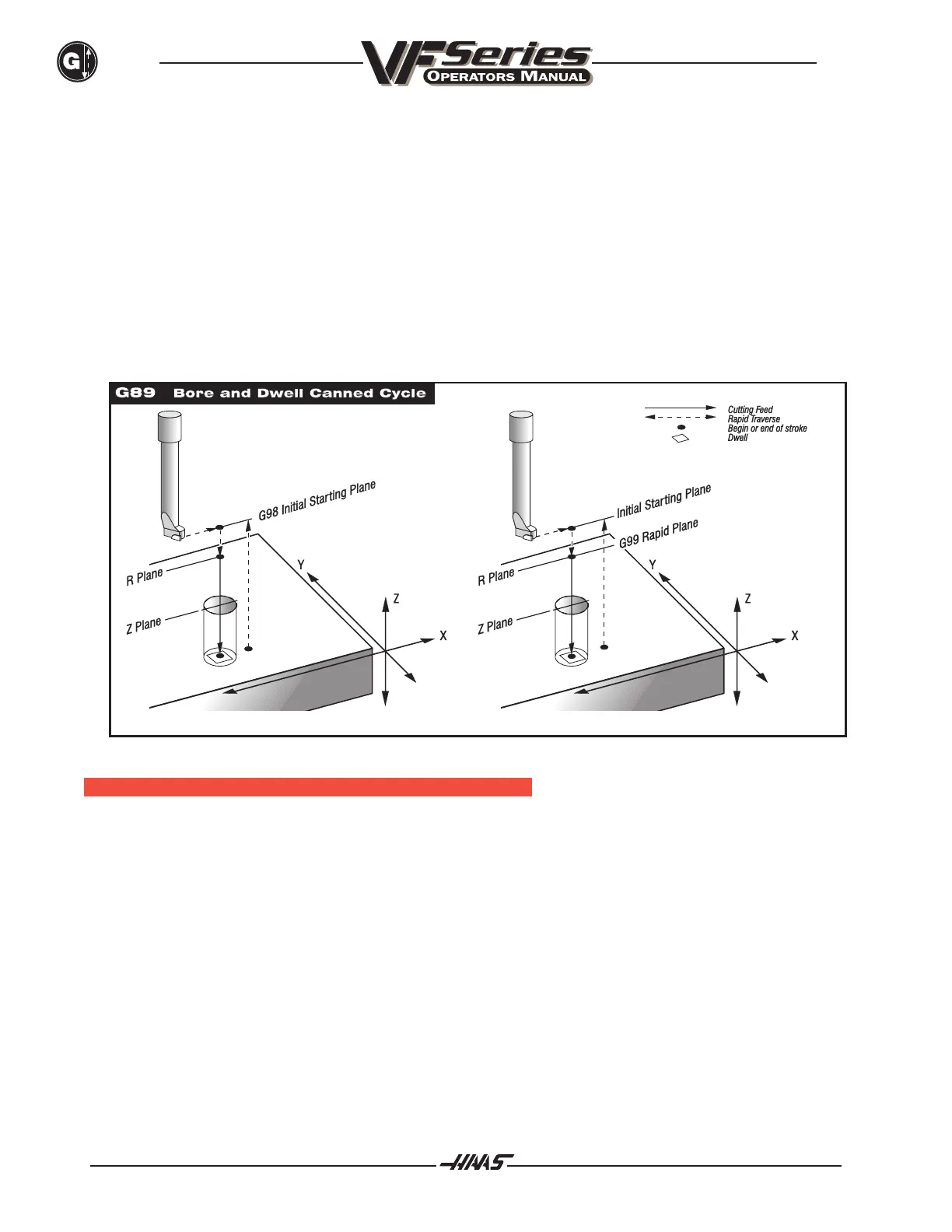
G89 Bore and Dwell Canned Cycle Group 09
F Feed Rate in inches (mm) per minute
L Number of repeats
P The dwell time at the bottom of the hole
R Position of the R plane
X Optional X-axis motion command
Y Optional Y-axis motion command
Z Position of bottom of hole
This G code is modal in that once activated, every motion of X and/or Y will cause this canned cycle to be
executed until it is canceled or another canned cycle is selected.
ABSOLUTE / INCREMENTAL S ELECTION (G90, G91)
G90 Absolute Position Commands Group 03
This code is modal and changes the way axis motion commands are interpreted. G90 makes all subsequent
commands absolute positions within the selected user coordinate system. Each axis which is moved will be
placed at the position coded in the command block.
G91 Incremental Position Commands Group 03
This code is modal and changes the way axis motion commands are interpreted. G91 makes all subsequent
commands incremental. Each axis which is moved will be moved by the amount coded in the command block.
This code is not compatible with G143 (5 AX Tool Length Compensation).

 Loading...
Loading...


