96-8000 427
OPTIONS
June 1999
PROGRAMMING
PROGRAM C OMMANDS
The APC is controlled by a program in CNC memory. M codes are used in the parts program to control the
APC. The pallet change routine is run by using an M50 code in the parts program, which accesses a macro
program that cannot be viewed or edited. In order for M50 to work, Parameter 81 (M MACRO CALL 09000)
must be set to 50.
The APC can be programmed to run one program on both pallets, or a different program on each pallet. The
"Sample Programs" section consists of two basic programs: the first sample program runs the same part on
both pallets, and the second program runs a different part on each pallet.
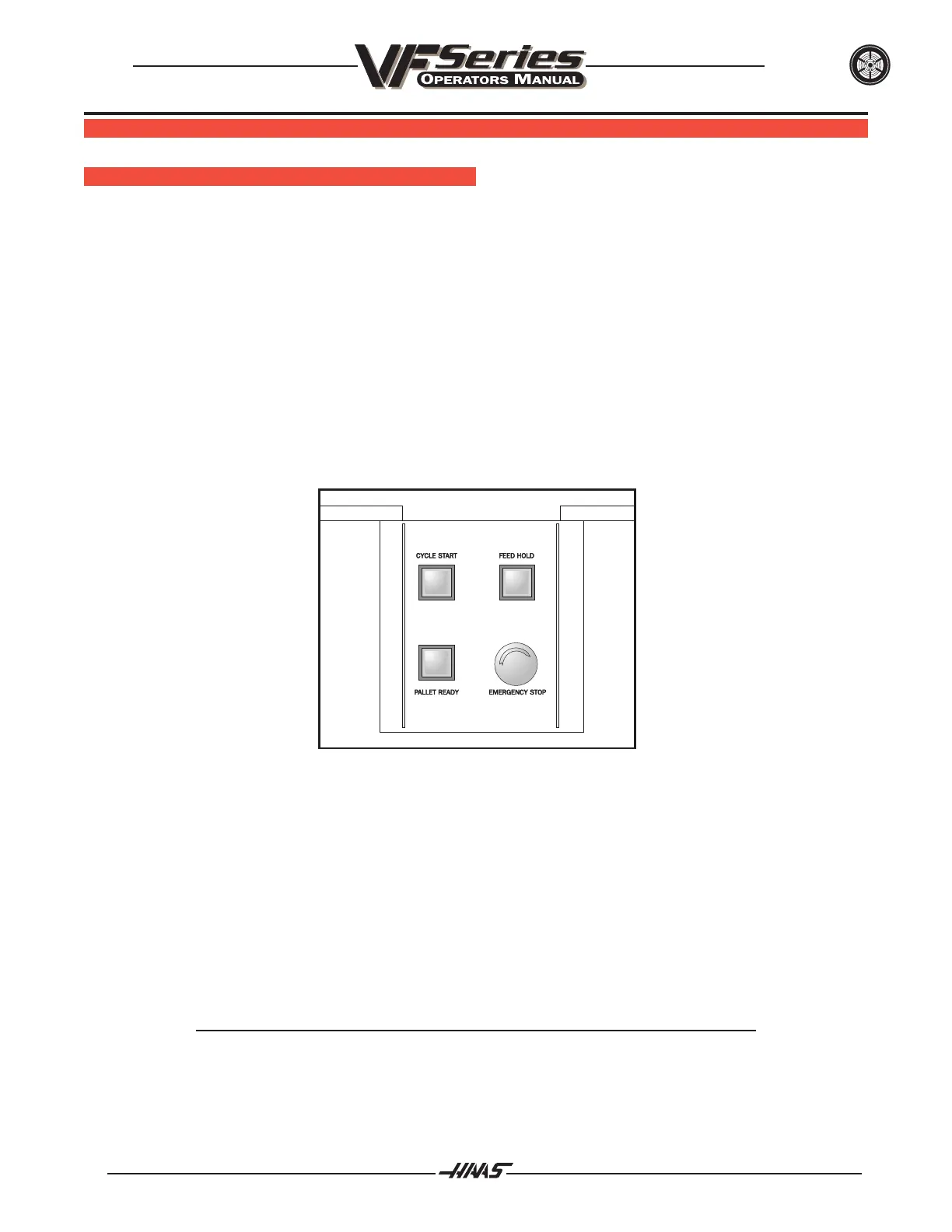
The APC has its own operator's panel, which includes CYCLE START, FEED HOLD, and EMERGENCY STOP
buttons that perform the same functions as those on the VMC control panel. This panel also includes a
PALLET READY button, which is used for APC functions (Refer to figure 11.29).
Figure 11.29 APC operator's control panel (top view).
When an M36 is programmed prior to an M50, the APC will flash the "PALLET READY" light at the completion
of the user's part program, and wait until the PALLET READY button has been pressed before performing the
pallet change. This M code is optional, but is recommended because it prevents a pallet change from occurring
before the operator is ready. The PALLET READY button can be pressed at any time and will be recognized
when the next program is finished and a pallet change is required.
Important! If any alignment adjustments are necessary during operation, refer to the "Installation" section and
modify the appropriate macro variables.
Note: Use caution when changing macro variable #510 during operation. An alarm
will be received if the control and the limit switches disagree on pallet position.

 Loading...
Loading...


