192
G CODES
96-8000
June 1999
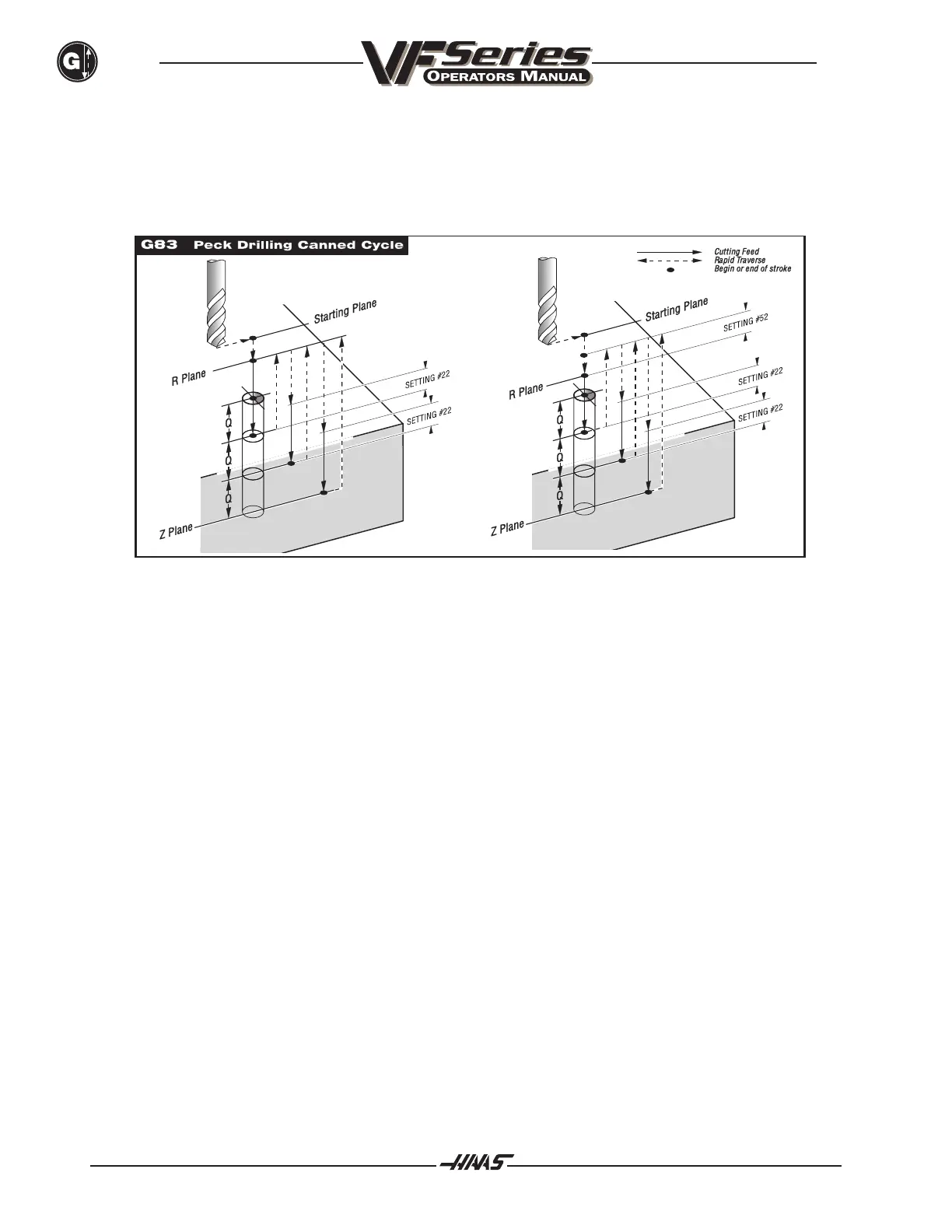
Setting 52 also changes the way G83 works when it returns to the R plane. Most programmers set the R plane
well above the cut to insure that the chip clear motion actually allows the chips to get out of the hole but this
causes a wasted motion when first drilling through this empty space. If Setting 52 is set to the distance
required to clear chips, the R plane can be put much closer to the part being drilled. When the clear move to R
occurs, the Z will be moved above R by this setting.

 Loading...
Loading...



