PROGRAMMING EXAMPLES
24796-8000
June 1999
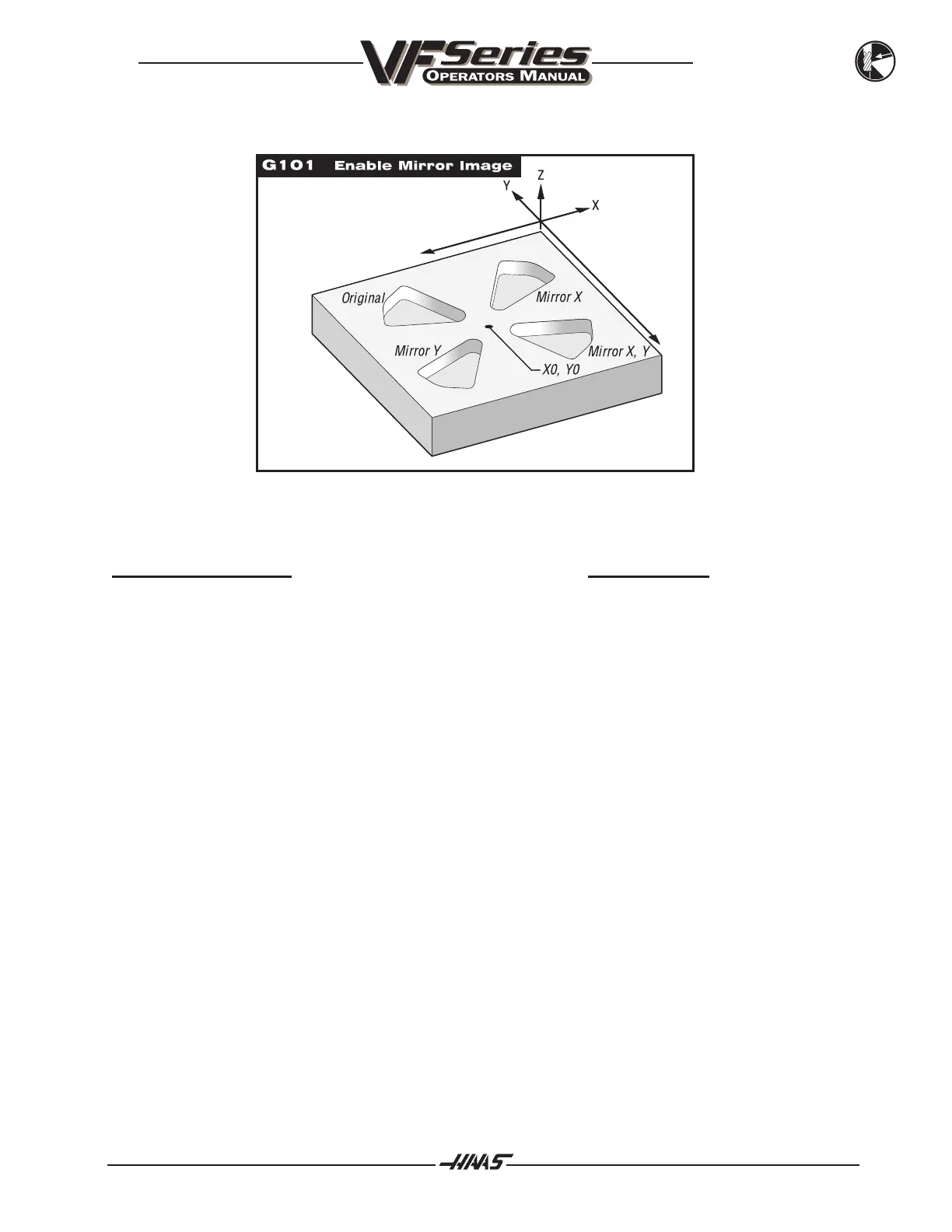
PROGRAM CODE FOR MIRROR IMAGE IN THE X, Y, AND XY AXES:
Mirror image (X, Y, and X-Y) and pocket milling exercise for 03700.
PROGRAM EXAMPLE DESCRIPTION
%
O3700 (Mirror image X, Y, and XY axes)
T1 M06 (Tool #1 is a .250 diameter end mill)
G00 G90 G54 X-.2923 Y.3658 S5000 M03
G43 H01 Z.1 M08
G01 Z-.25 F5.
F20.
M98 P3701
G00 Z.1
G101 X0. (Turn on mirror image X-axis)
X-.2923 Y.3658 (Position to original coordinates)
G01 Z-.25 F5. (Feed to Z depth)
F20. (Pocket feed rate)
M98 P3701 (Pocket contour subprogram call)
G00 Z.1 (Part clearance)
G100 X0. (Cancel mirror image X-axis)
G101 Y0. (Turn on mirror image Y-axis)
X-.2923 Y.3658
G01 Z-.25 F5.
F20.
M98 P3701
G00 Z.1
G100 Y0. (Cancel mirror image Y-axis)
G101 X0. Y0. (Turn on mirror image X and Y axes)
X-.2923 Y.3658
G01 Z-.25 F5.
F20.

 Loading...
Loading...


