2002 Buell P3: Engine 3-69
HOME
1. Use a dial bore gauge to measure and record ID of outer
race. Take four measurements on ID where bearing roll-
ers ride.
a. If the largest measurement is larger than 1.5672 in.
(39.8069 mm) or the required lapping to remove
wear marks would enlarge bore beyond 1.5672 in.,
continue at Step 5.
b. If largest measurement is 1.5672 in. (39.8069 mm)
or less, cover the cam bearings with masking tape to
prevent debris from entering bearings. Assemble
crankcase halves.
NOTE
The next step requires lapping the outer race. To keep
sprocket shaft and pinion shaft bearings aligned the lap must
be supported by an adaptor or pilot in the left crankcase half.
2. See LAPPING ENGINE MAIN BEARING RACES. Lap
race until all wear marks are removed.
3. Measure and record ID of race at four places.
4. Check measurements against these specifications:
Largest ID measured: 1.5672 in. (39.8069 mm) or less
Roundness of ID: within 0.0002 in. (0.0051 mm)
Taper: within 0.0002 in. (0.0051)
a. If lapping increased bore ID to larger than 1.5672 in.
(39.8069 mm), go to Step 5.
b. If roundness or taper do not meet specifications,
continue lapping until specifications are met.
c. If all specifications are met, continue at Step 7 to
remove and size inner race.
5. Press the outer race from the right crankcase. Press
new outer race into crankcase flush with inside edge of
cast-in insert.
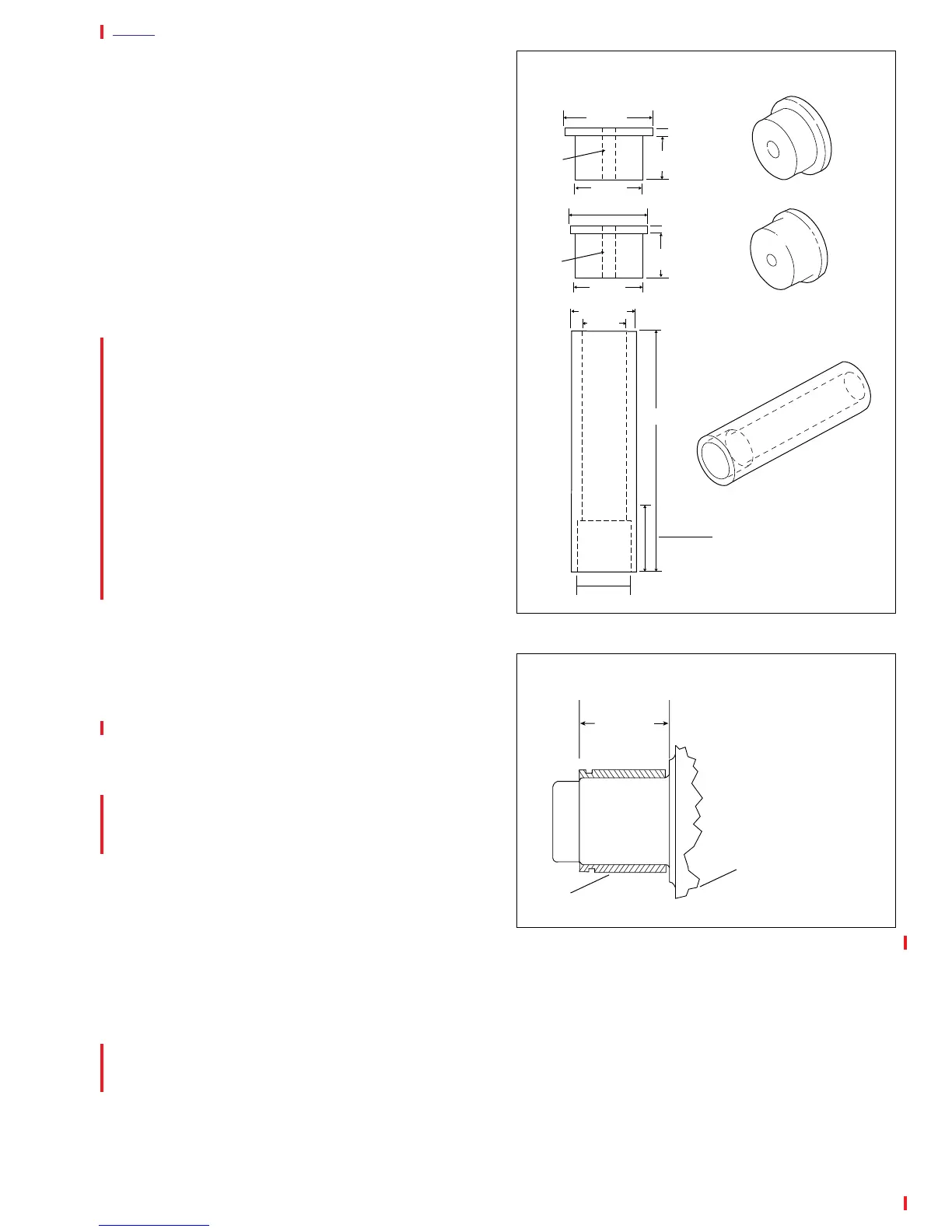
See Figure 3-124. Dimensions are shown for fabrication
of tools used in pressing the outer race into or out of
crankcase.
6. See LAPPING ENGINE MAIN BEARING RACES. The
new outer race must be lapped slightly to true and align
with left case bearing and to meet the following specifi-
cations.
ID: 1.5646 - 1.5652 in. (39.7408 - 39.7561 mm)
Roundness: within 0.0002 in. (0.0051 mm)
Taper: within 0.0002 in. (0.0051 mm)
Surface finish: 16 RMS
7. See Figure 3-125. Pull inner race from pinion shaft using
WEDGE ATTACHMENT for CLAW PULLER (Part No.
HD-95637-46A) with BEARING RACE REMOVER/
INSTALLER (Part No. HD-34902B) and END CAP (Part
No. HD-34902-7). Apply heat to race to aid removal.
8. See Figure 3-125. Press new inner race on pinion shaft
as shown. The new inner race must be ground by a com-
petent machinist to OD dimension range for the finished
lapped ID of the outer race. See Table 3-15. The finished
inner race must meet these specifications. For neces-
sary dimensions for constructing a press-on tool see Fig-
ure 3-124. When the tool bottoms against the flywheel,
correct inner race location is automatically established.
Roundness: within 0.0002 in. (0.0051 mm)
Taper: within 0.0002 in. (0.0051 mm)
Surface finish: 16 RMS
NOTE
Always use the smallest outer race ID measurement and the
largest OD inner race measurement when selecting bearings.
9. The following example illustrates how to determine the
required inner race OD.
a. See Ta ble 3-15. For example purposes, suppose the
smallest outer race ID measurement is 1.5651 in.
(39.754 mm). This requires an inner race OD range
of 1.2496-1.2504 in. (31.740 - 31.760 mm).
Figure 3-124. Pinion Shaft Bearing Tools
Figure 3-125. Inner Race Location
Pinion outer race
installation
Pinion outer race
removal
Pinion inner race
installation
.187" (4.75 mm)
2.00"
(50.8 mm)
1.00
(25.4 mm)
1.560"
(39.62 mm)
1.560"
(39.62 mm)
.187" (4.75 mm)
5/16"
(7.94 mm)
DRILL
5/16"
(7.94 mm)
DRILL
1.00"
(25.4 mm)
1.50" (38.1 mm)
1.272" (32.31 mm)
1.262" (32.05 mm)
1.145" (29.08 mm)
1.135" (28.83 mm)
5.50" (139.7 mm)
a0109x3x
1.00
(25.4 mm)
1.145 in. (29.083 mm)-
1.135 in. (28.829 mm)
1. Pinion Shaft
Inner Race
2. Flywheel
(gear side)
a0283x3x
1
2