M-Series Operator’s Manual 4/9/15
G98 - Initial Point Return
G98 sets the +Z return level to point I as pictured in Figure 1 in the Canned Cycle Section.
(G98 is the default setting)
G99 - R Point
Return
G99 sets the +Z return level to point R as pictured in Figure 1 in the Canned Cycle Section.
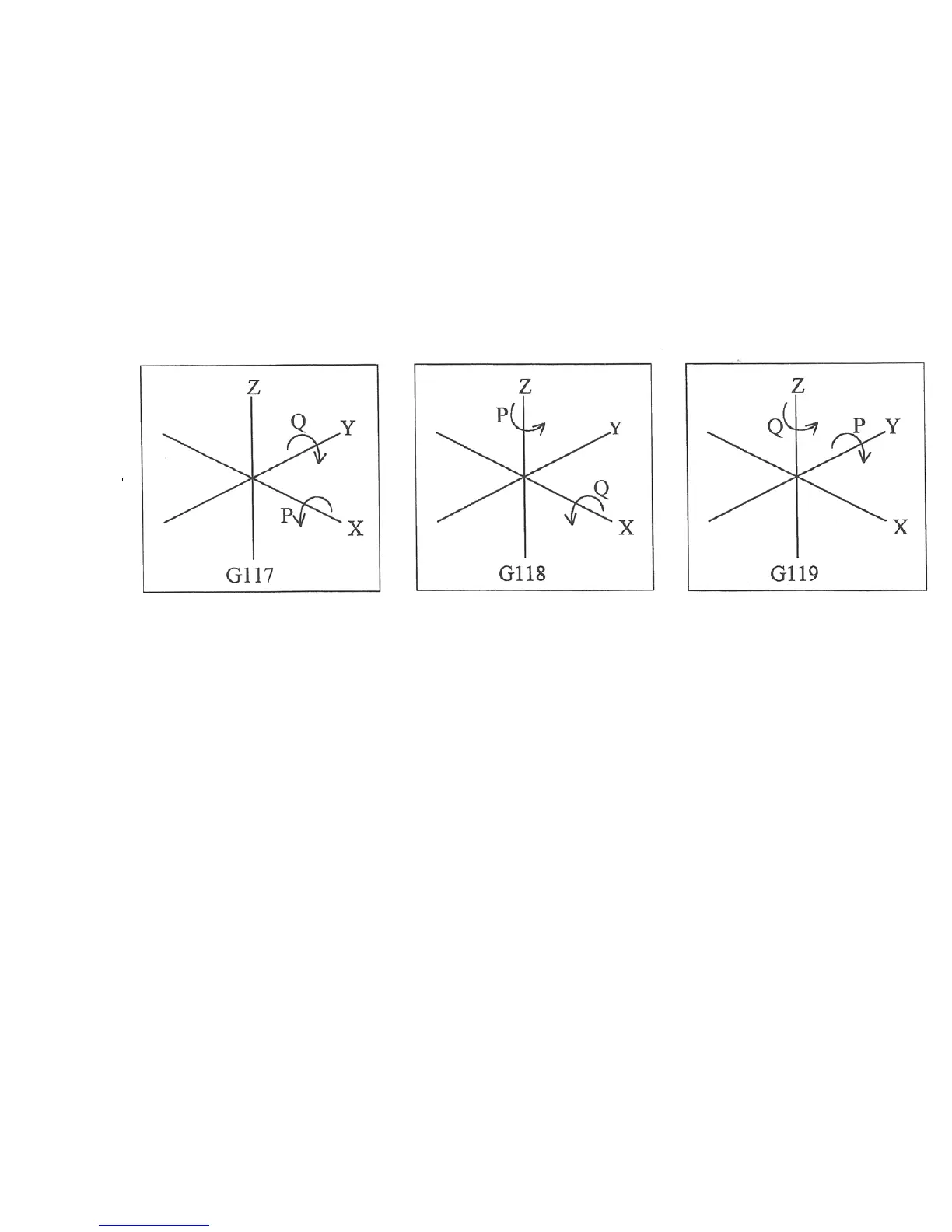
G117, G118, G119 - Rotation of Pre-set Arc Planes
G117, G118 and G119 have the same functionality as G17, G18 and G19, respectively, except that they include 2
optional parameters P and Q to specify the arc plane rotation away from the pre-set arc plane: P specifies the arc
plane angle of rotation (in degrees) around the first axis and Q specifies the arc plane angle of rotation around the
second axis.
For the G117 plane, the "first axis" is X and the "second axis" is Y.
For the G118 plane, the "first axis" is Z and the "second axis" is X.
For the G119 plane, the "first axis" is Y and the "second axis" is Z. If P and/or Q are not specified, the angles are
assumed to be 0 degrees. If both P and Q parameters are 0, then the plane is assumed to be an orthogonal (pre-set)
arc plane. The center of the arc can be specified by the user in a 3D form both in G17-G19 and in G117-G119 (all
I, J, K values are allowed at the same time with G2 and G3). Any arc center component outside the circular plane is
ignored.
Example:
G00 X0 Y0 Z1 ; rapid move
G03 G18 X1 Y0 Z0 K-1 F20 ; arc mill
G00 X0 Y0 Z1.1 ; retract move
G01 Z1 ; move to start of contour
G03 G118 P1.000000 X0.9998 Y0.0175 Z0 K-1 ; arc mill rotated about Z
* NOTE: G117-G119 will not be permitted while cutter compensation is turned on. Also, scaling is not allowed
while G117-G119 is specified and G117-G119 is not allowed while scaling is active.
* NOTE: G117-G119 will not work when Smoothing is turned on (P220 = 1).