162
G CODES
96-8000
June 1999
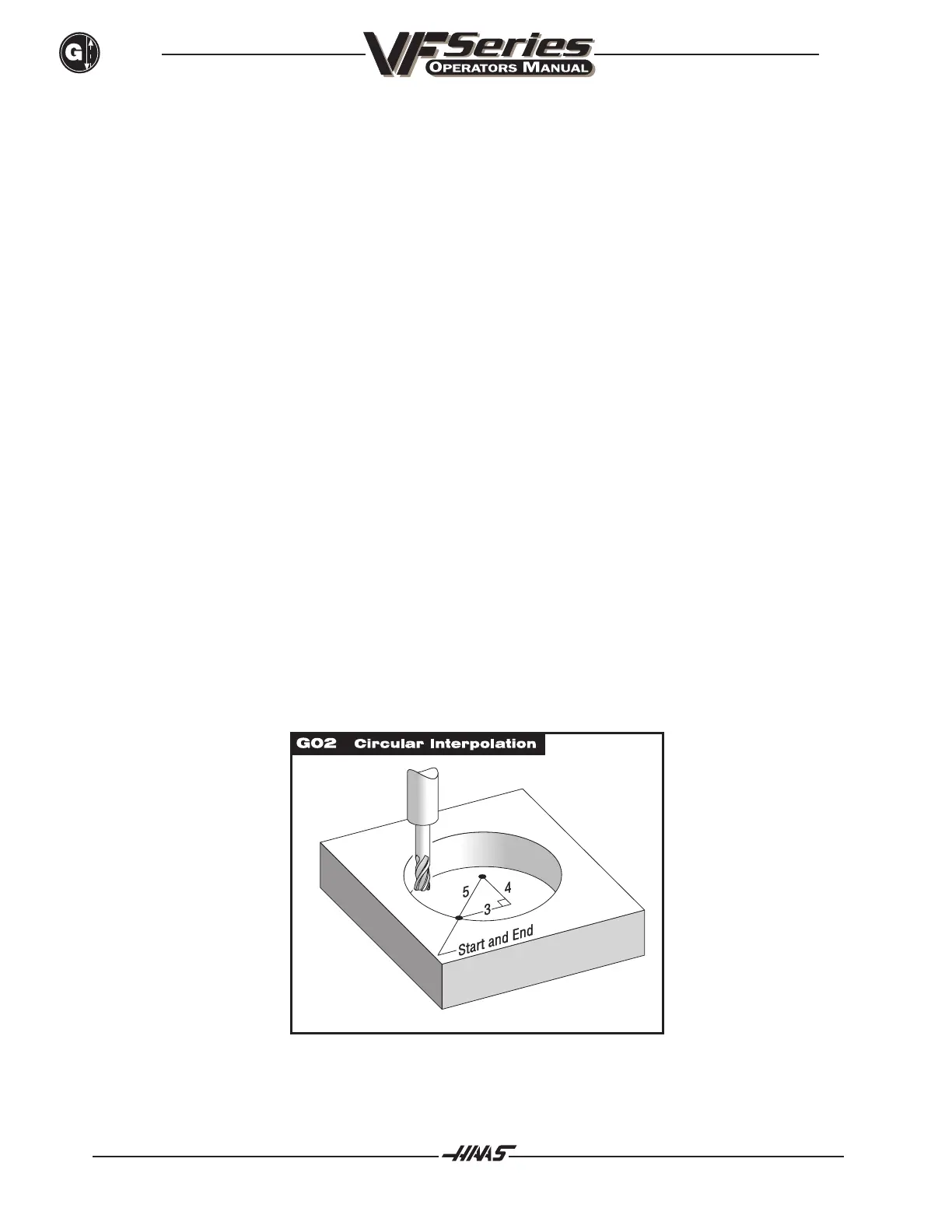
G02 CW Circular Interpolation Motion Group 01
F Feed rate in inches (mm) per minute
I Optional distance along X-axis to center of circle
J Optional distance along Y-axis to center of circle
K Optional distance along Z-axis to center of circle
R Optional radius of circle
X Optional X-axis motion command
Y Optional Y-axis motion command
Z Optional Z-axis motion command
A Optional A axis motion command
This G code is used to specify a clockwise circular motion of two of the linear axes. Circular motion is possible
in any two of X, Y, and Z axes as selected by G17, G18, and G19. The X, Y, and Z are used to specify the end
point of the motion that can use either absolute (G90) or incremental (G91) motion. If any of the X, Y, or Z for
the selected plane is not specified, the endpoint of the arc is the same as the starting point for that axis. There
are two ways to specify the center of the circular motion; the first uses I, J, or K to specify the distance from
the starting point to the center of the arc; the second uses R to specify the radius of the arc. These are further
described below:
I, J, K: When I, J, or K are used to specify the center of the arc, R may not be used. Only the I, J, or K
specific to the selected plane (IJ for G17, IK for G18, JK for G19) are allowed. If only one of the I,
J, K is specified, the others are assumed to be zero. The I, J, or K is the signed distance from the
starting point to the center of the circle. Small errors in these values are tolerated up to 0.0010
inches. Use of I, J, or K is the only way to cut a complete 360 degree arc; in this case, the
starting point is the same as the ending point and no X, Y, or Z is needed.
To cut a complete circle of 360 degrees (360
O
), you do not need to specify an ending point X,
Y, or Z; just program I, J, or K to define the center of the circle. The following line will cut a
complete circle:
G02 I3.0 J4.0 (Assumes G17; XY plane)

 Loading...
Loading...


