96-8000 163
G CODES
June 1999
In cases where you are cutting less than a complete circle, it is much easier to use R instead
of I, J, K.
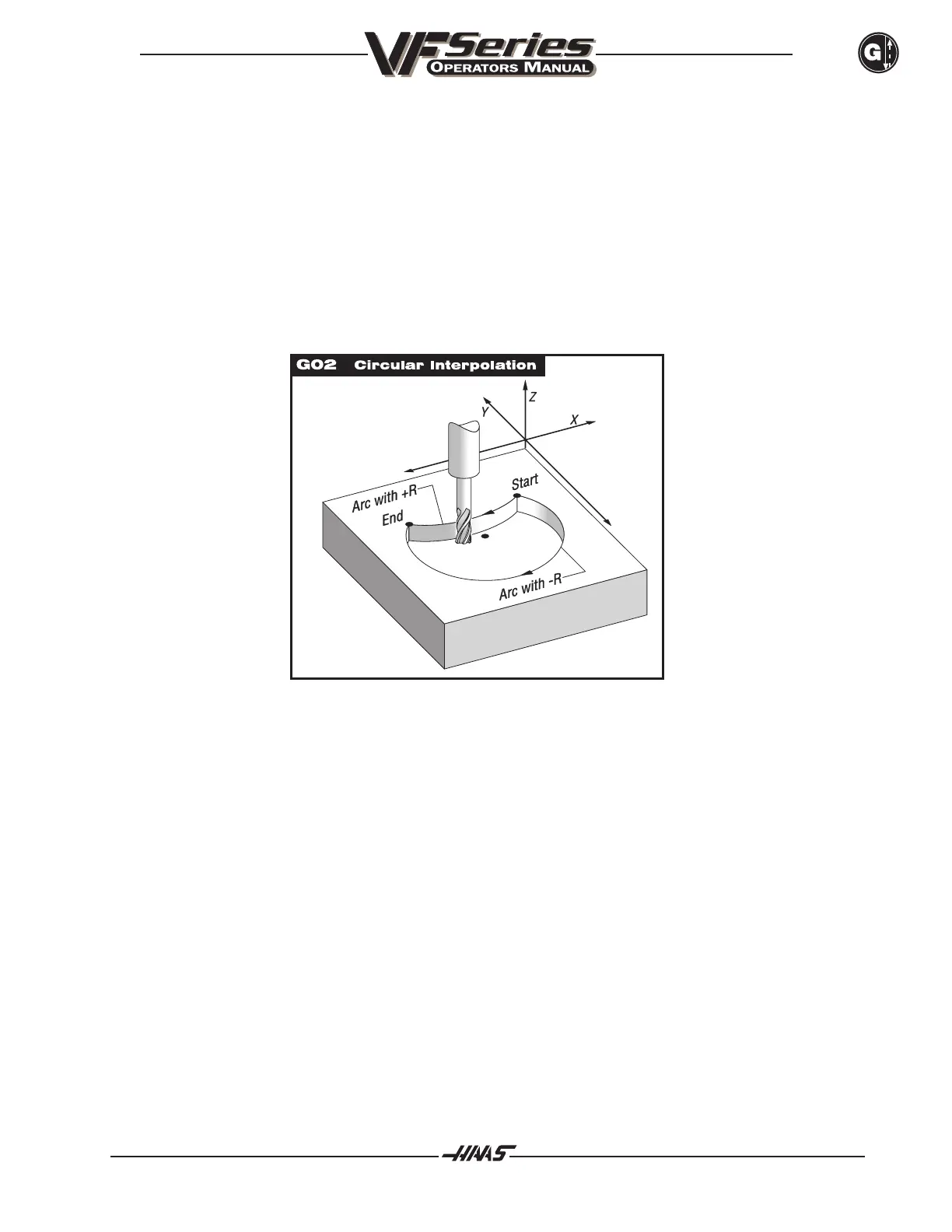
R: When R is used to specify the center of the circle, a complete 360 degree arc is not possible. X,
Y, or Z is required to specify an endpoint different from the starting point. R is the distance from
the starting point to the center of the circle. With a positive R, the control will generate a path
of 180 degrees or less; to generate an angle of over 180 degrees, specify a negative R. Small
errors in this value are tolerated up to 0.0010 inches.
The following line will cut an arc less than 180 degrees (180
o
):
G01 X3.0 Y4.0
G02 X-3.0 R5.0
and the following line will cut an arc of more than 180 degrees (180
0
):
G01 X3.0 Y4.0
G02 X-3.0 R-5.0
G03 CCW Circular Interpolation Motion Group 01
G03 will generate counterclockwise circular motion but is otherwise the same as G02.
HELICAL
A helical motion is possible with G02 or G03 by programming the linear axis that is not in the selected plane.
This third axis will be interpolated along the specified axis in a linear manner while the other two axes will be
moved in the circular motion. The speed of each axis will be controlled so that the helical rate matches the
programmed feed rate.

 Loading...
Loading...


