96-8000 183
G CODES
June 1999
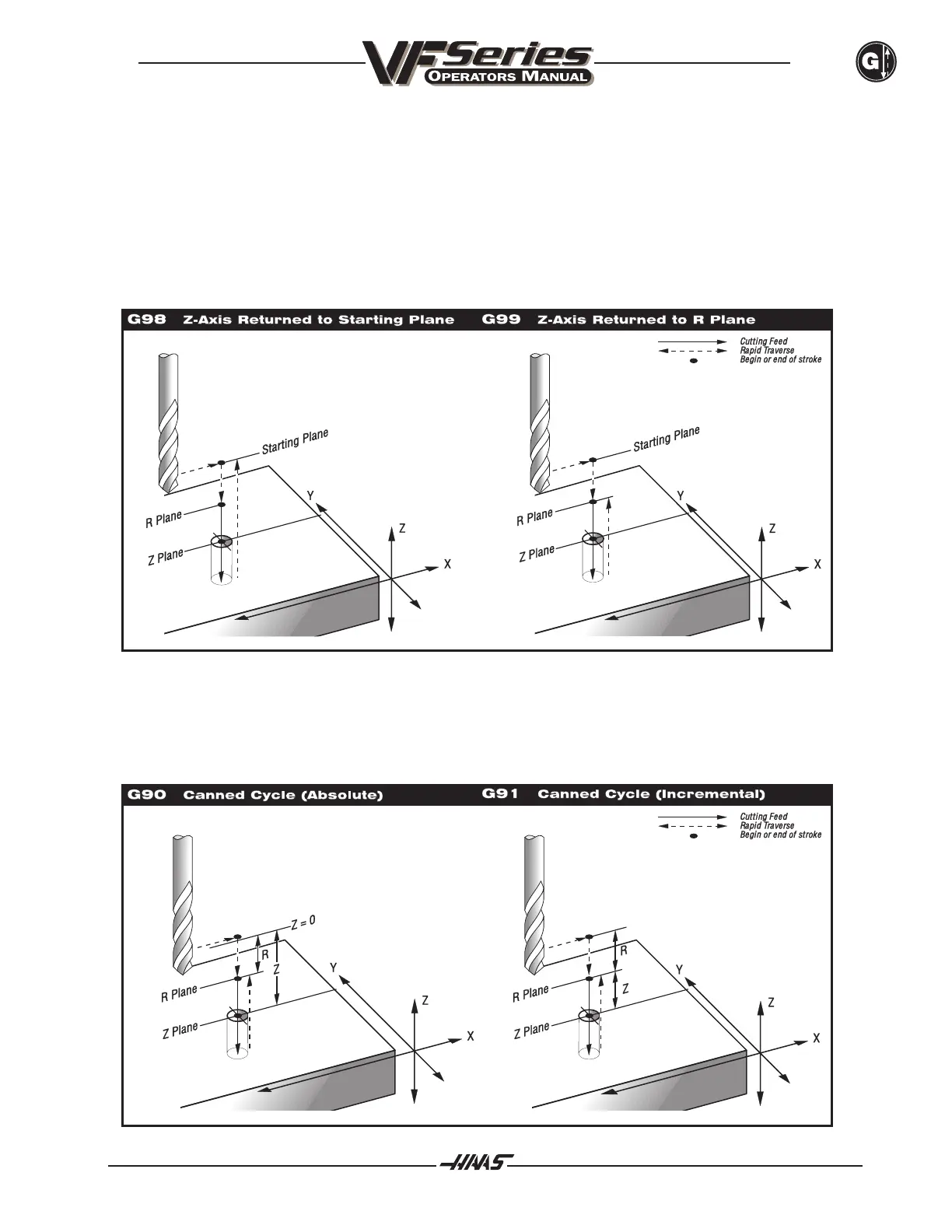
If a canned cycle is defined in a block without an X or Y motion, there are two common actions taken by other
controls; some will execute the canned cycle at that time and some will not. With the VF Series Mill, these
two options are selectable from Setting 28. In addition to this, if a canned cycle is defined without an X or Y
and a loop count of 0 (L0), the cycle will not be performed initially. The operation of a canned cycle will vary
according to whether incremental (G91) or absolute (G90) is active.
Incremental motion in a canned cycle is often useful as a loop (L) count, it can be used to repeat the operation
with an incremental X or Y move between each cycle.
The positioning of the X-Y axis prior to a canned cycle is normally a rapid move and that move does not exact
stop prior to plunging the Z-axis to the R depth. This may cause a crash with a close tolerance fixture. Setting
57 can be used to select exact stop of these X-Y moves.

 Loading...
Loading...


