184
G CODES
96-8000
June 1999
The G80 code is used to cancel a canned cycle. In addition to this, a G00 or G01 code will also cancel any
active canned cycle. Once a canned cycle is defined, that operation is performed at every X-Y position in
subsequently listed blocks. Some of the canned cycle numerical values can also be changed after the canned
cycle is defined. The most important of these are the R plane value and the Z depth value.
If these are listed in a block with an X-Y, the X-Y move is done and all subsequent canned cycles are performed
with the new R or Z value.
Changes to the G98/G99 selection can also be made after the canned cycle is active. If changed, the new
G98/G99 value will change all subsequent canned cycles.
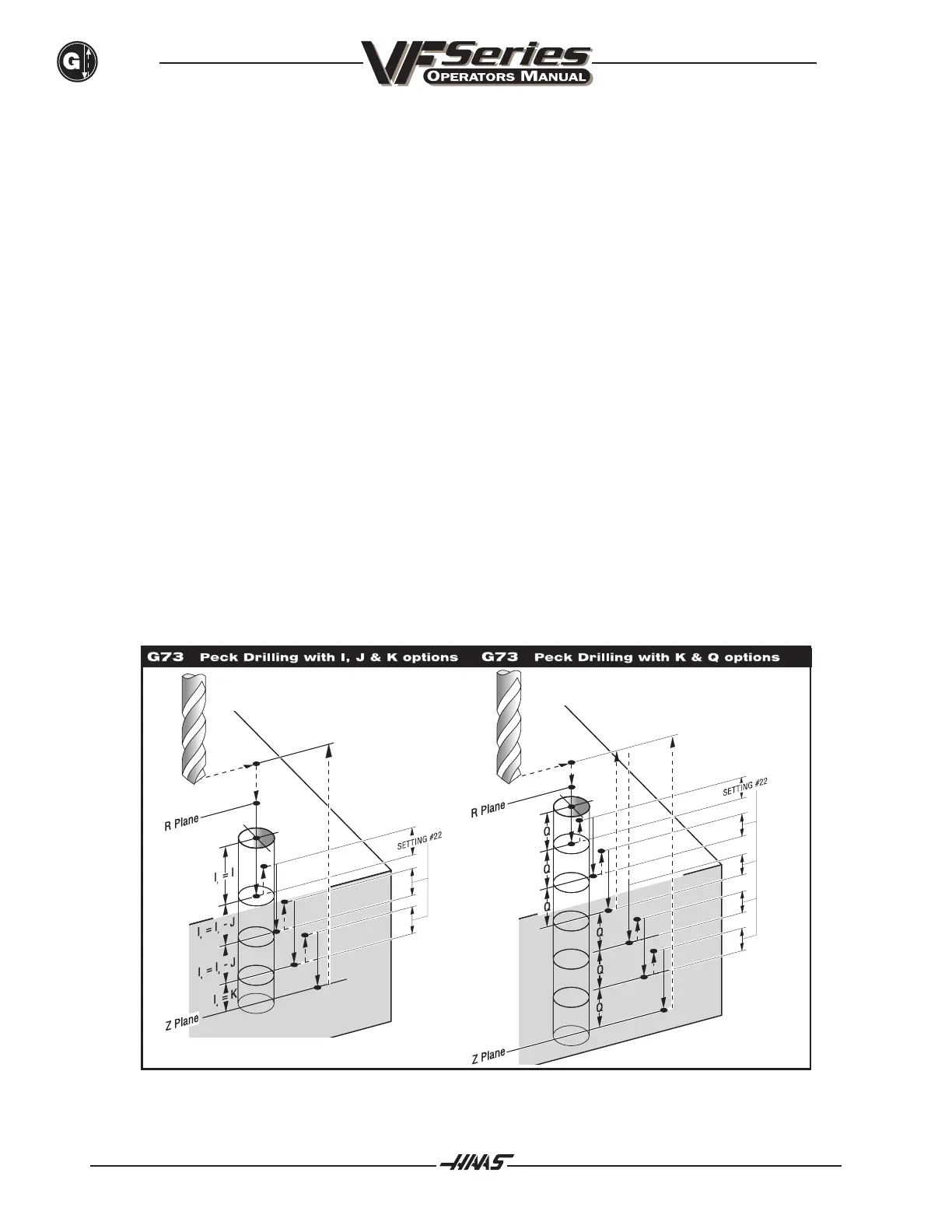
G73 High Speed Peck Drilling Canned Cycle Group 09
F Feed Rate in inches (mm) per minute
I Optional size of first cutting depth
J Optional amount to reduce cutting depth
each pass
K Optional minimum depth of cut / number of pecks between retract
L Number of repeats
P Optional pause at end of last peck, in seconds
Q The cut-in value, always incremental
R Position of the R plane
X Optional X-axis motion command
Y Optional Y-axis motion command
Z Position of bottom of hole
 Loading...
Loading...



