267
SETTINGS
June 1999
96-8000
83 M30 /RESETS OVERRIDES
When on, an M30 causes feed rate override, rapid override, and spindle override to be reset to default values.
84 TOOL OVERLOAD ACTION
Causes the specified action to occur anytime a tool becomes overloaded (ALARM, FEEDHOLD, BEEP,
AUTOFEED). When set to FEEDHOLD, the message "Tool Overload" will be displayed whenever this condi-
tion occurs. Pressing any key will clear the message. When set to AUTOFEED, the mill automatically limits
the feed rate based on the tool load.
NOTES: When tapping (rigid and floating), the feed and spindle overrides will be locked
out, so the AUTOFEED feature will be ineffective (although the display will
appear to respond to the override buttons.)
The AUTOFEED feature should not be used when doing thread milling or using
autoreversing tapping head as it may cause unpredictable results or even a
crash.
The last commanded feed rate will be restored at the end of the program
execution, or when the operator presses RESET or turns off the AUTOFEED
feature.
The operator may use the feed rate override buttons while the AUTOFEED
feature is active. As long as tool load limit is not exceeded, these buttons will
have the expected effect and the overridden feed rate will be recognized as the
new commanded feed rate by the AUTOFEED feature. However, if the tool load
limit has already been exceeded, the control will ignore the feed rate override
buttons and the commanded feed rate will remain unchanged.
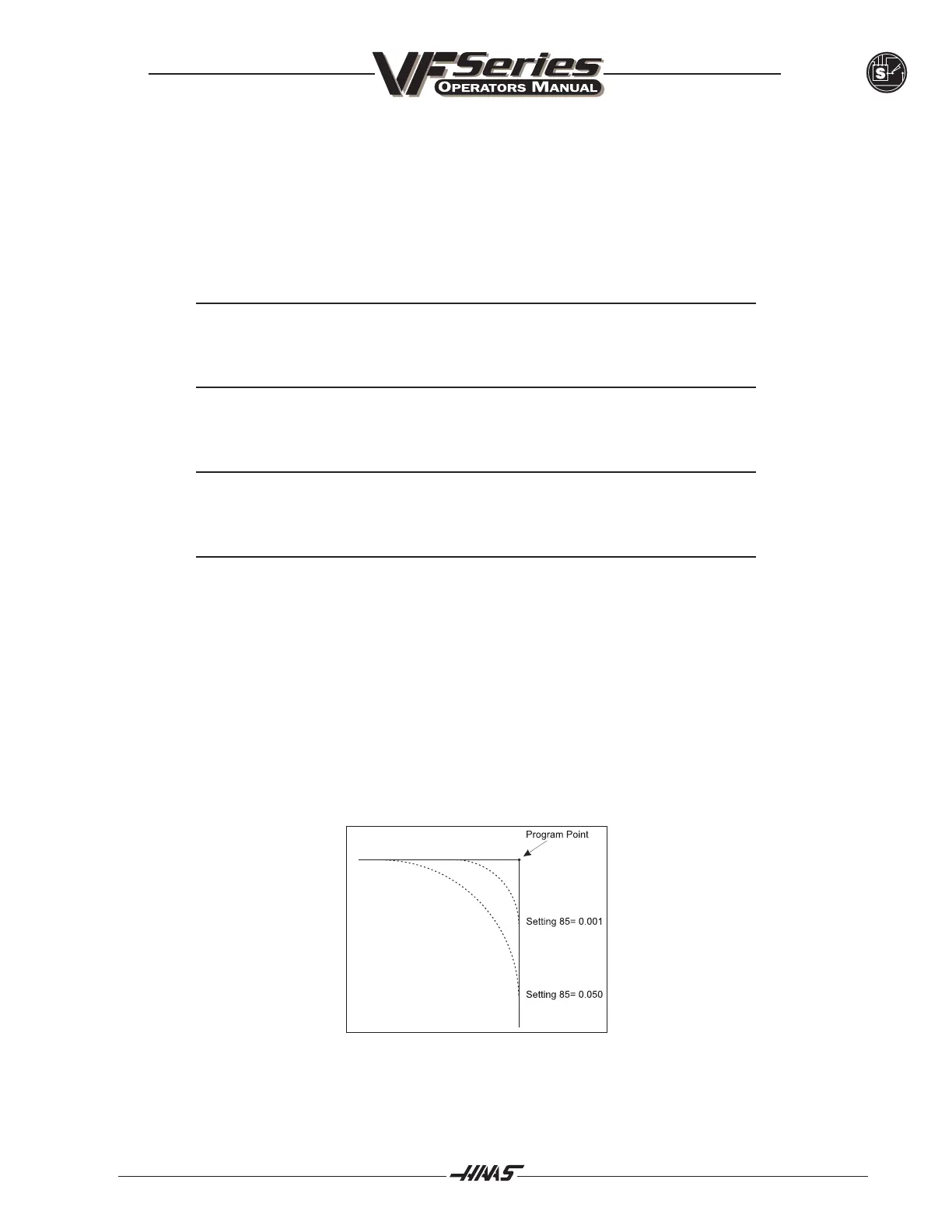
85 MAX CORNER ROUNDING
Defines the accuracy of corners within a selected tolerance. Initial default value is set to .05 inch. If this
setting is zero, the control acts as if exact stop is commanded on each motion block. Parameter 134 is used
as a floor so the machine will not slow down to extremely slow speeds. Alternatively, a G187 can be used in
the program to alter the effective value of Setting 85 without permanently changing that setting. This method
likewise takes advantage of the floor, but does not require that the machine be rebooted.
Setting 85 Example
86 M39 LOCKOUT
This is an on/off setting. Locks out the rotation of the tool changer.

 Loading...
Loading...



