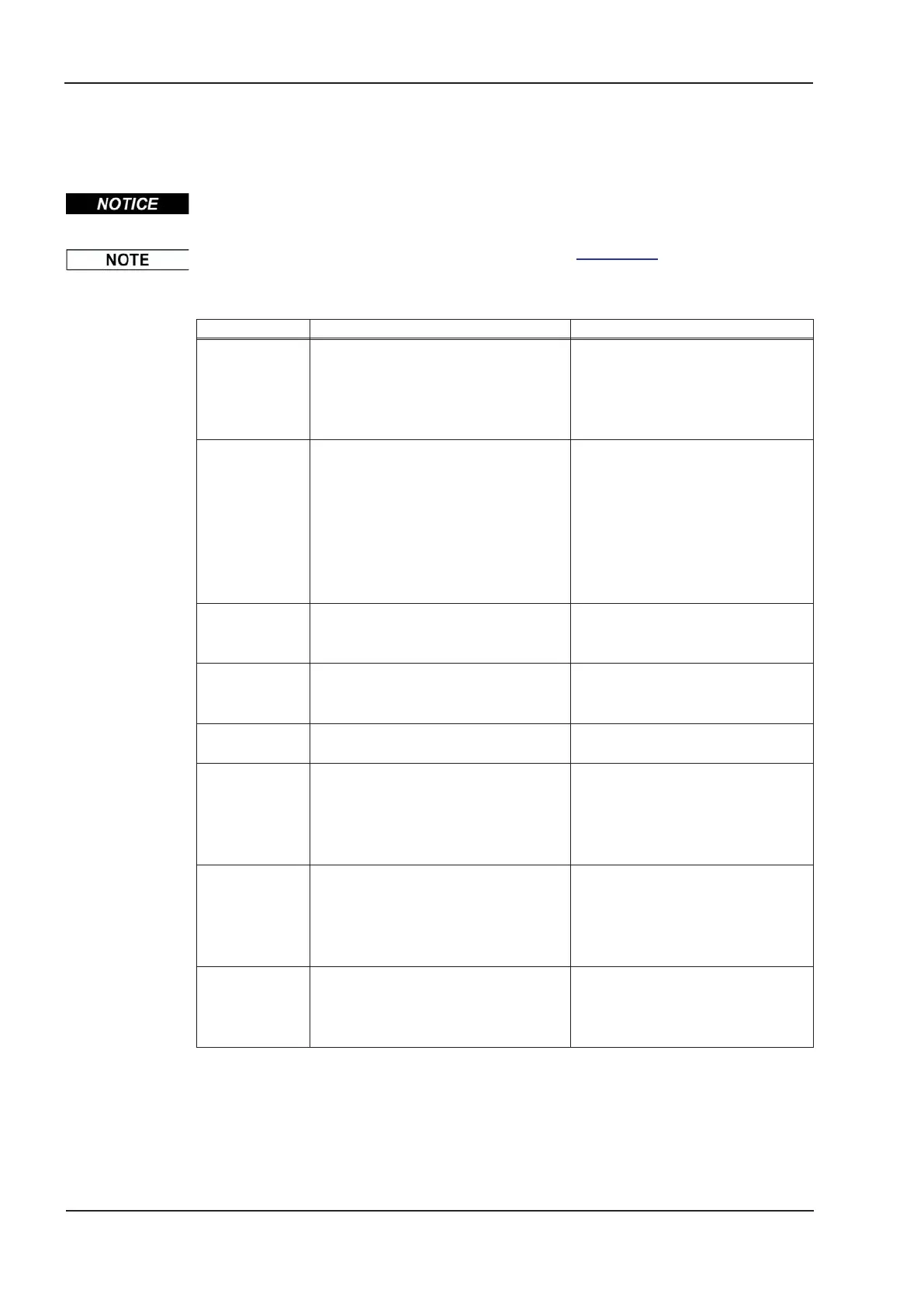
9.8 Trouble Shooting
There may be a wide variety of reasons for the fault, depending on the conditions in your
installation. In multi-axis systems there may be further hidden causes of a fault.
Eliminate errors and faults in compliance with work safety rules. Troubleshooting only by
qualified and trained staff.
Detailled hints for removal of faults can be found in the online help
chapter "Trou-
ble-Shooting".
Our customer service can give you further assistance with problems.
Fault Possible causes Measures
HMI message:
Communica-
tion fault
— wrong cable used
— cable plugged into wrong position
on servo amplifier or PC
— wrong PC interface selected
— use null-modem cable
— plug cable into the correct
sockets on the servo amplifier
and PC
— select correct interface
Motor does
not rotate
— servo amplifier not enabled
— software enable not set
— break in setpoint cable
— motor phases swapped
— brake not released
— drive is mechanically blocked
— motor pole no. set incorrectly
— feedback set up incorrectly
— apply ENABLE signal
— set software enable
— check setpoint cable
— correct motor phase sequence
— check brake control
— check mechanism
— set motor pole no.
— set up feedback correctly
Motor oscil-
lates
— gain is too high (speed controller)
— feedback cable shielding broken
— AGND not wired up
— reduce Kp (speed controller)
— replace feedback cable
— join AGND to CNC-GND
Drive reports
following er-
ror
—I
rms
or I
peak
set too low
— accel/decel ramp is too long
— increase I
rms
or I
peak
(keep within motor ratings!)
— shorten ramp +/-
Motor over-
heating
—I
rms
/I
peak
is set too high — reduce I
rms
/I
peak
Drive too soft
— Kp (speed controller) too low
— Tn (speed controller) too high
— ARLPF / ARHPF too high
— ARLP2 too high
— increase Kp (speed controller)
— use motor default value for
Tn (speed controller)
— reduce ARLPF / ARHPF
— reduce ARLP2
Drive runs
roughly
— Kp (speed controller) too high
— Tn (speed controller) too low
— ARLPF / ARHPF too low
— ARLP2 too low
— reduce Kp (speed controller)
— use motor default value for
Tn (speed controller)
— increase ARLPF / ARHPF
— increase ARLP2
Axis drifts at
setpoint = 0V
— offset not correctly adjusted for
analog setpoint provision
— AGND not joined to the
controller-GND of the controls
— adjust offset (analog I/O)
— join AGND and controller-GND
114 S300 Instructions Manual
Setup 02/2017 Kollmorgen

 Loading...
Loading...






