Adhesive Tracking System
D-3
Part 1128350_02
E 2020 Nordson Corporation
Theory of Operation
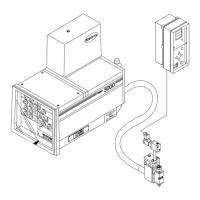
The ATS flow meter and ATS circuit board attaches to the Low Voltage
Controller (LVC) for providing a dhesive tracking functionality. The ATS circuit
board is an intelligent subsystem that operates in parallel with the LVC, but i s
under its control. It is connected to the LVC board via Ethernet in order to
supportthehigherdatabandwidthsneeded.
An ATS system includes the manifold, flow meter, and flow meter sensors.
S The flow meter is installed on the melter manifold, and provides a
resolution of approximately 25 mg. A calibration factor (K-Factor) allows
fine-tuning of the flow meter for different operating conditions.
S The flow meter sensor senses products from leading edge to leading
edge as they move along the production line. Adhesive is measured over
theproductdetector'spitchtoprovideanaverageadhesiveweightper
product, even if there are multiple dispensing stations in different
locations on the production line. A skip count is used to ignore products
at startup to ensure that all applicators are applying adhesive before the
system begins monitoring products.
For detailed user interface setup instructions refer to:
- ProBlue Flex Adhesive Melter Using the OLED User Interface Manual
(P/N 1128351).
And/Or
- ProBlue Flex Adhesive Melter OEM User Interface Manual
(P/N 1129255).
The setup involves ensuring that the flow meter accurately measures the
amount of adhesive, referred to as add-on, applied to products.
Upon initial startup, the Target Add-On value must be either manually
entered or "taught" to the system. During the teaching process, the ATS
measures 8 grams of adhe sive or 10 products (whichever is greater) to
calculate the Target Add-On.
After the system has learned the amount of adhesive to apply per product
(Target Add-On), the ATS calculates how many products to average. This
value is calculated by dividing 8 grams of adhesive by the taught Target
Add-On value.
The system can be calibrated by adjustingtheK-Factorvalue.Todothis,the
actual adhesive weight from one or more products is measured and
compared to the displayed adhesive we ight. A formula is used to calculate
the new K-Factor value: New K-Factor = Old K-Factor * Displayed
Weight/Actual Weight. When the K-Factor value is changed, the Target
Add-On value automatically adjusts.