Programming and Operating Manual (Milling)
126 6FC5398-4DP10-0BA1, 01/2014
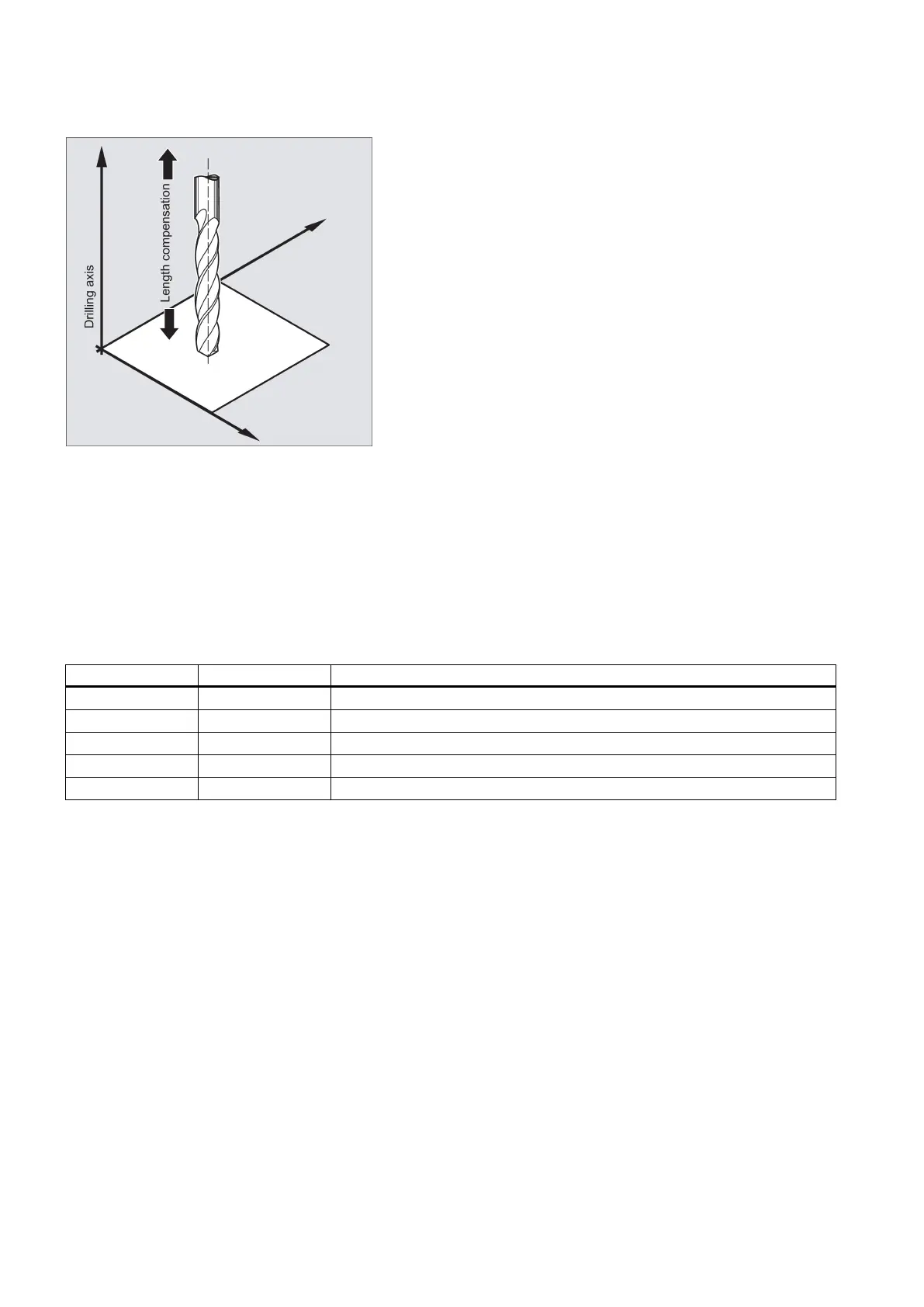
See the following illustration for length compensation:
The parameters for dwell times in the drilling cycles are always assigned to the F word and must therefore be assigned with
values in seconds. Any deviations from this procedure must be expressly stated.
Drilling, centering - CYCLE81
Programming
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP REAL Retraction plane (absolute)
RFP REAL Reference plane (absolute)
SDIS REAL Safety clearance (enter without sign)
DP REAL Final drilling depth (absolute)
DPR REAL Final drilling depth relative to the reference plane (enter without sign)
The tool drills at the programmed spindle speed and feedrate to the entered final drilling depth.
Sequence
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the following sequence of motions:
Approach of the reference plane brought forward by the safety clearance by using G0
● Traversing to the final drilling depth at the feedrate programmed in the calling program (G1)
● Retraction to the retraction plane with G0
 Loading...
Loading...













