Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
117
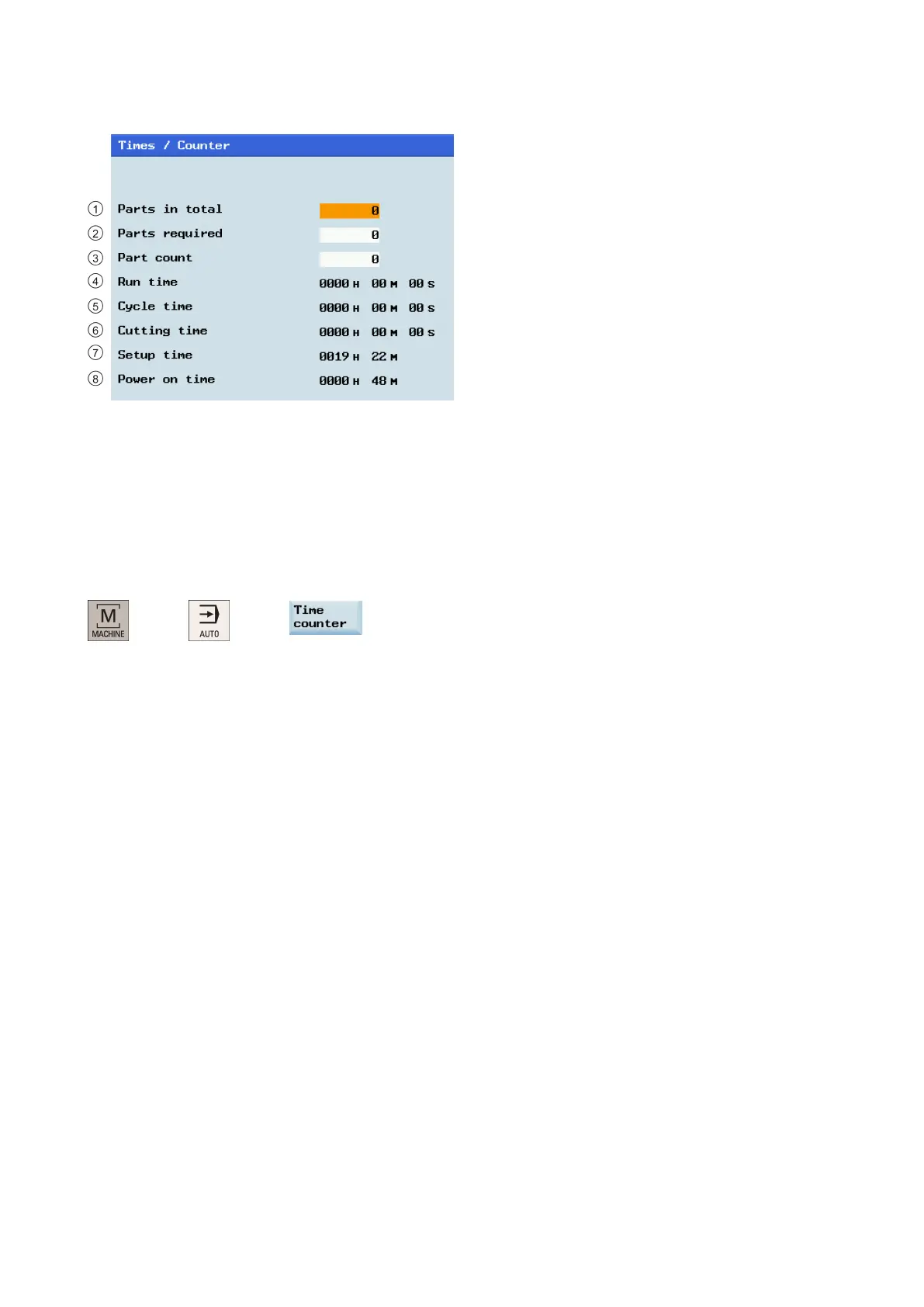
①
= $AC_TOTAL_PARTS
⑤
= $AC_CYCLE_TIME
②
= $AC_REQUIRED_PARTS
⑥
= $AC_CUTTING_TIME
③
=$AC_ACTUAL_PARTS
$AC_SPECIAL_PARTS is not available for display.
⑦
= $AN_SETUP_TIME
④
= $AC_OPERATING_TIME
⑧
= $AN_POWERON_TIME
You can also select whether to activate the workpiece counter function through the following operating area:
→
→
Smooth approach and retraction
Functionality
The function "Smooth approach and retraction" (SPR) is intended to approach the beginning of a contour tangentially
("smooth"), to a large degree independently of the position of the starting point. The control system will calculate the
intermediate points and generate the required traversing blocks. This function is used preferably in conjunction with the tool
radius compensation (TRC). The G41 and G42 commands determine the approach/retraction direction to the left or right of
the contour.
The approach/retraction path (straight line, quarter or semi-circle) is selected using a group of G commands. To
parameterize this path (circle radius, length, approach straight line), special addresses can be used; this also applies to the
feedrate of the infeed motion. The infeed motion can additionally be controlled via another G group.
G147 ; Approach with a straight line
G148 ; Retraction with a straight line
G247 ; Approach with a quadrant
G248 ; Retraction with a quadrant
G347 ; Approach with a semi-circle
G348 ; Retraction with a semi-circle
G340 ; Approach and retraction in space (basic setting)
G341 ; Approach and retraction in the plane
DISR=...
; Approach and retraction with straight lines (G147/G148): Distance of the cutter edge from the start
or end point of the contour
; Approach and retraction along circles (G247, G347/G248, G348): Radius of the tool center point
path
 Loading...
Loading...













