Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
187
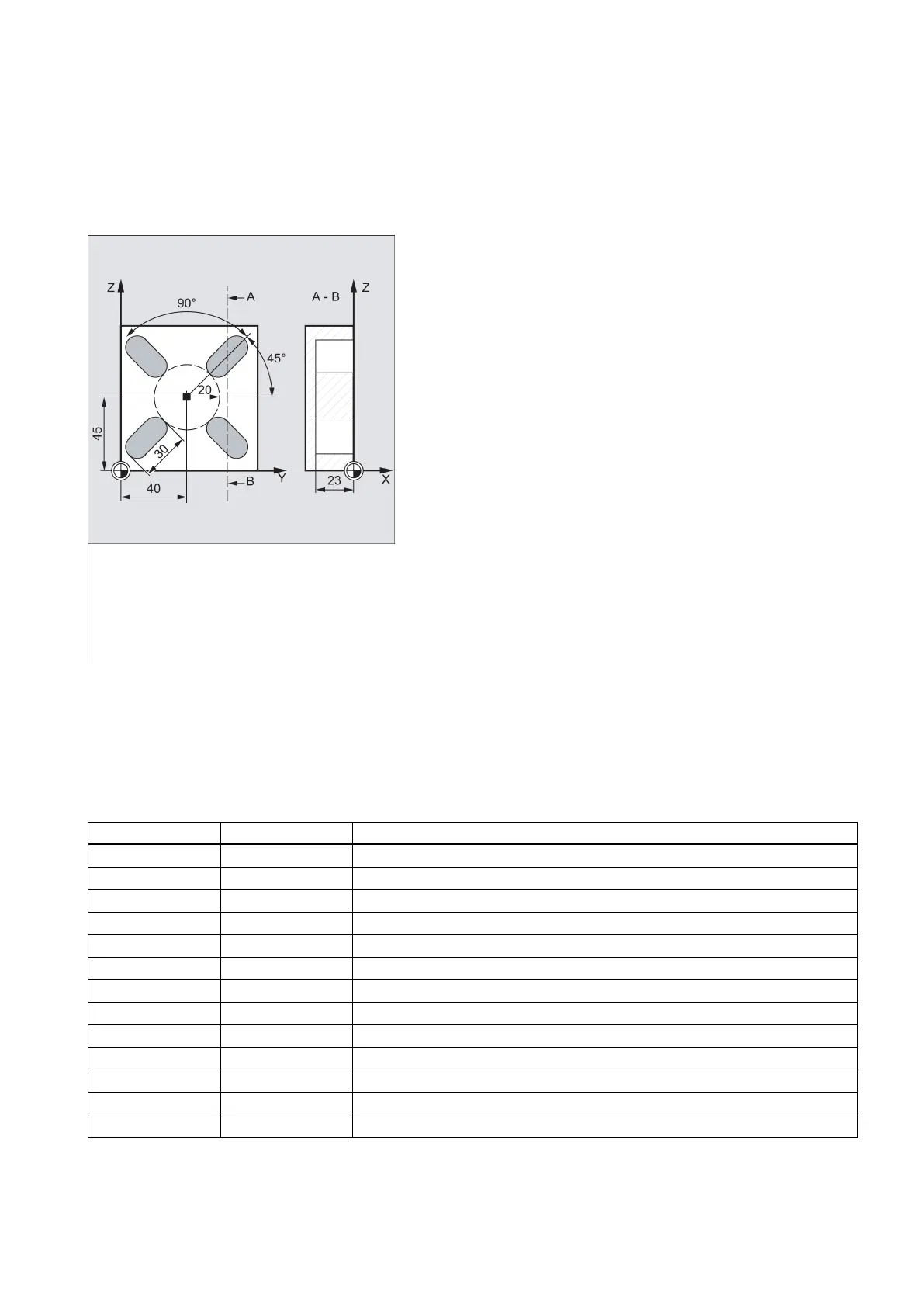
Programming example: Machining slots
By using this program, you can machine four slots of the length 30 mm and the relative depth 23 mm (difference between
the reference plane and the slot root), which are arranged on a circle with the center point Y40 Z45 and the radius 20 mm in
the YZ plane. The starting angle is 45 degrees, the incremental angle is 90 degrees. The maximum infeed depth is 6 mm,
the safety clearance 1 mm.
See the following programming example for machining slots:
N10 G19 G90 D9 T10 S600 M3 ; Specification of the technological
; Approach starting position
N30 LONGHOLE (5, 0, 1, , 23, 4, 30, 40, 45, 20, 45, 90, 100
, 320, 6)
; Cycle call
Slots on a circle - SLOT1
Programming
SLOT1 (RTP, RFP, SDIS, DP, DPR, NUM, LENG, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI,
MIDF, FFP2, SSF, FALD, STA2, DP1)
RTP REAL Retraction plane (absolute)
RFP REAL Reference plane (absolute)
SDIS REAL Safety clearance (enter without sign)
DP REAL Slot depth (absolute)
DPR REAL Slot depth relative to the reference plane (enter without sign)
NUM INT Number of slots
LENG REAL Slot length (enter without sign)
WID REAL Slot width (enter without sign)
CPA REAL Center point of circle (absolute), first axis of the plane
CPO REAL Center point of circle (absolute), second axis of the plane
RAD REAL Radius of the circle (enter without sign)
STA1 REAL Starting angle
INDA REAL Incrementing angle
 Loading...
Loading...













