Programming and Operating Manual (Milling)
210 6FC5398-4DP10-0BA1, 01/2014
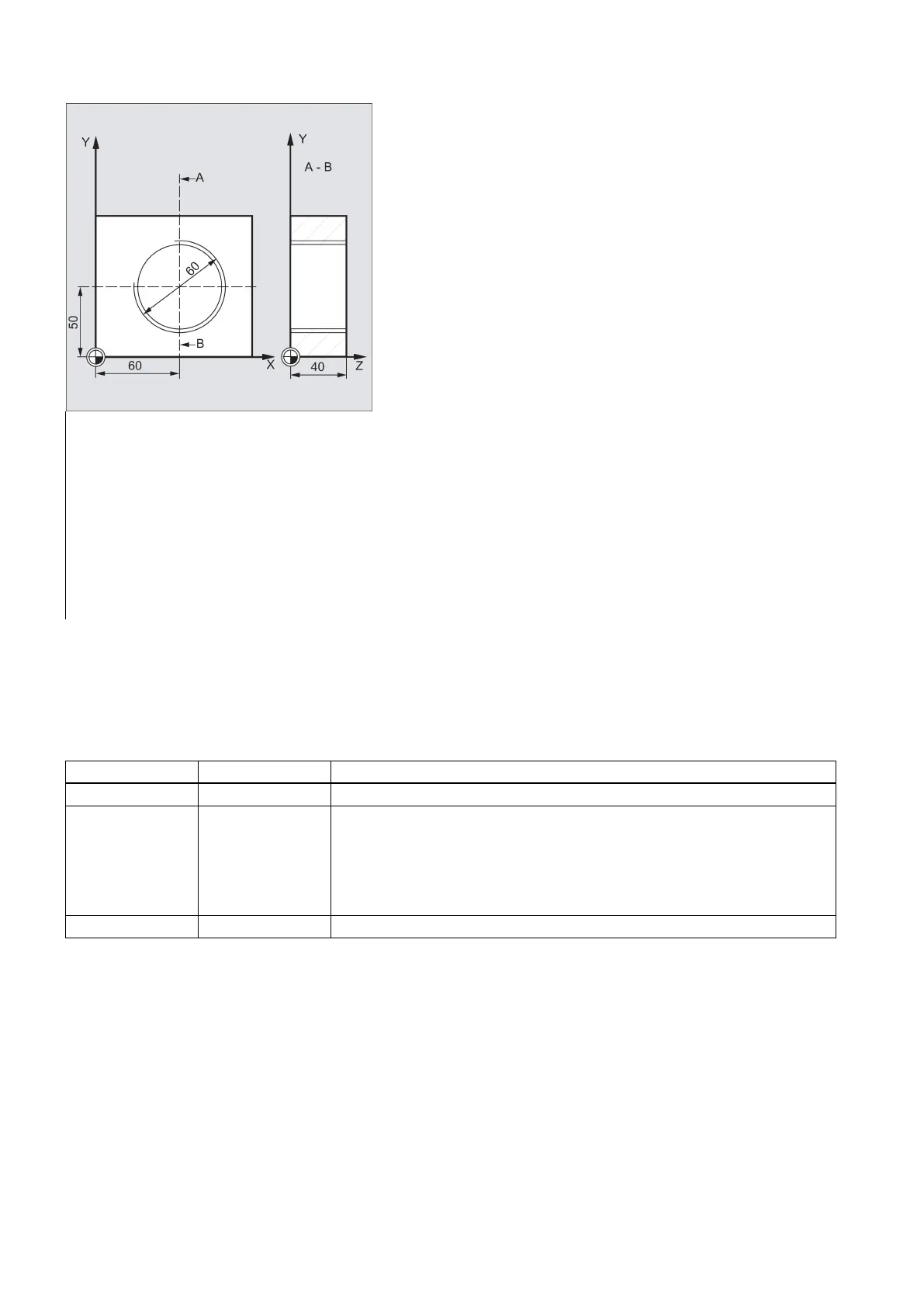
DEF REAL RTP=48, RFP=40, SDIS=5, DP=0, DPR=40, DIATH=60,
KDIAM=50
DEF REAL PIT=2, FFR=500, CPA=60,CPO=50
; Definition of the variable with value
assignments
N10 G90 G0 G17 X0 Y0 Z80 S200 M3
; Approach starting position
; Specification of technology values
N30 CYCLE90 (RTP, RFP, SDIS, DP, DPR, DIATH, KDIAM, PIT,
FFR, CDIR, TYPTH, CPA, CPO)
; Cycle call
; Approach position after cycle
High speed settings - CYCLE832
Programming
CYCLE832 (TOL, TOLM, 1)
TOL REAL Tolerance of machining axes
TOLM INT Machining type selection
0: Deselect
1: Finishing
2: Semi-finishing
3: Roughing
PSYS INT Internal parameter, only the default value 1 is possible
Use CYCLE832 to machine free-form surfaces that involve high requirements for velocity, precision and surface quality.
This cycle function groups together the important G codes, machine data and setting data that are required for high-speed
cutting machining.
Explanation of the parameters
TOL (Tolerance)
This refers to the tolerance of axes involved in machining. The tolerance value is written to the relevant machine or setting
data depending on the G codes.
 Loading...
Loading...













