Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
203
N30 POCKET3(5, 0, 0.5, -17.5, 60, 40, 8, 60, 40, 0, 4,
0.75, 0.2, 1000, 750, 0, 11, 5, , , , , )
; Cycle call
Milling a circular pocket - POCKET4
Programming
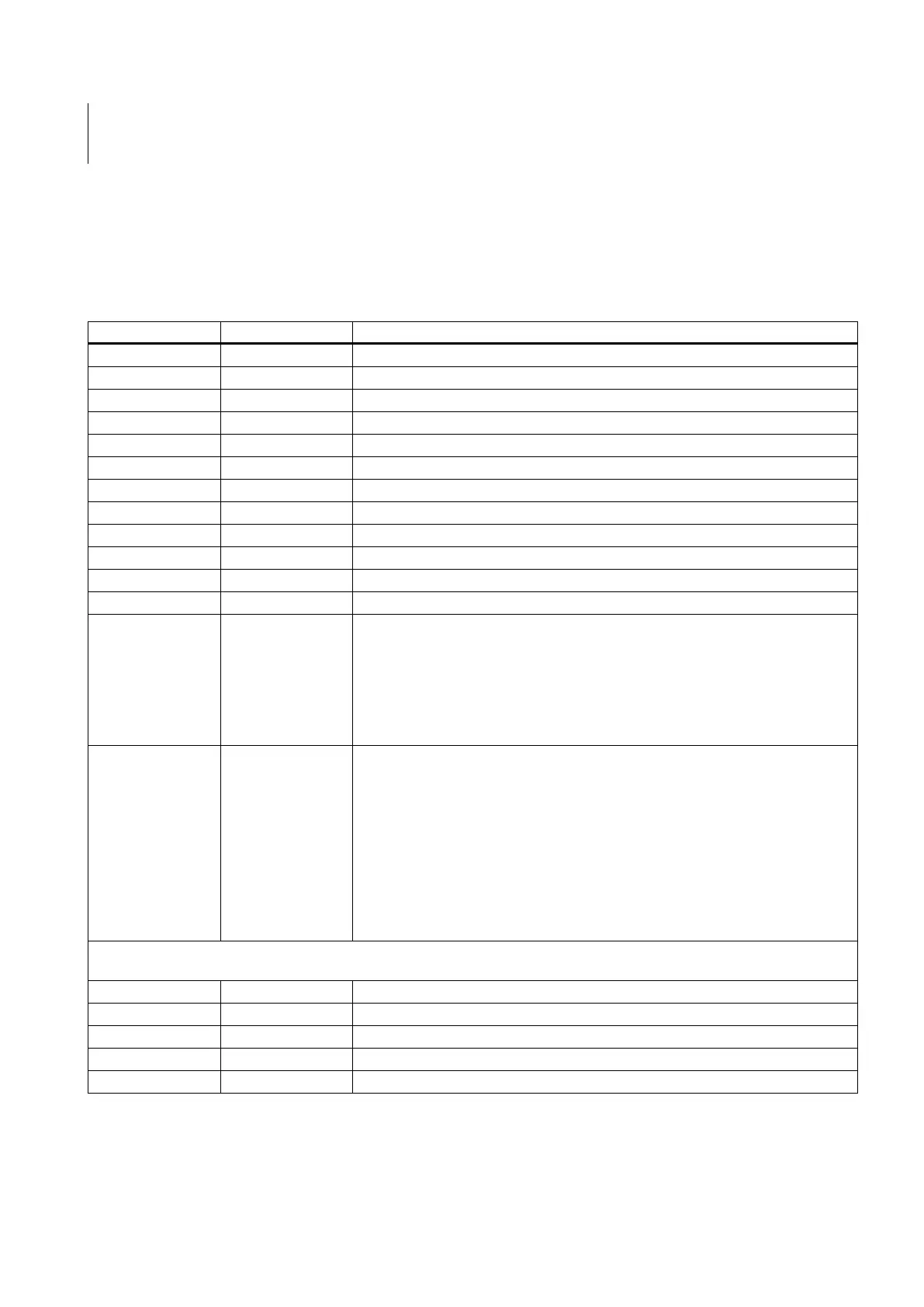
POCKET4 (_RTP, _RFP, _SDIS, _DP, _PRAD, _PA, _PO, _MID, _FAL, _FALD, _FFP1, _FFD, _CDIR, _VARI, _MIDA, _AP1,
_AD, _RAD1, _DP1)
_RTP REAL Retraction plane (absolute)
_RFP REAL Reference plane (absolute)
_SDIS REAL Safety clearance (to be added to the reference plane; enter without sign)
_DP REAL Pocket depth (absolute)
_PRAD REAL Pocket radius
_PA REAL Starting point (absolute), first axis of the plane
_PO REAL Starting point (absolute), second axis of the plane
_MID REAL Maximum infeed depth (enter without sign)
_FAL REAL Finishing allowance at the pocket edge (enter without sign)
_FALD REAL Finishing allowance at the base (enter without sign)
_FFP1 REAL Feedrate for surface machining
_FFD REAL Feedrate for depth infeed
_CDIR INT Milling direction: (enter without sign)
Values:
0: Down-cut milling (in the spindle direction)
1: Conventional milling
2: With G2 (independent of spindle direction)
3: With G3
_VARI INT Machining type
UNITS DIGIT
Values:
1: roughing, 2: finishing
TENS DIGIT:
Values:
0: Perpendicular to the pocket center with G0
1: Perpendicular to the pocket center with G1
2: Along a helix
The other parameters can be selected as options. They define the insertion strategy and the overlap for solid machining (to
be entered without sign):
_MIDA REAL Maximum infeed width as a value in solid machining in the plane
_AP1 REAL Pocket radius blank dimension
_AD REAL Blank pocket depth dimension from reference plane
_RAD1 REAL Radius of the helical path during insertion (relative to the tool center point path)
_DP1 REAL Insertion depth per 360° revolution on insertion along helical path
 Loading...
Loading...













