Programming and Operating Manual (Milling)
56 6FC5398-4DP10-0BA1, 01/2014
Programmable work offset: TRANS, ATRANS
Functionality
The programmable work offset can be used:
● for recurring shapes/arrangements in various positions on the workpiece
● when selecting a new reference point for the dimensioning
● as a stock allowance when roughing
This results in the current workpiece coordinate system. The rewritten dimensions use this as a reference.
The offset is possible in all axes.
TRANS X... Y... Z... ; programmable offset, deletes old instructions for offsetting, rotation, scaling factor,
mirroring
ATRANS X... Y... Z... ; programmable offset, additive to existing instructions
TRANS ; without values: clears old instructions for offset, rotation, scaling factor, mirroring
The instructions which contain TRANS or ATRANS each require a separate block.
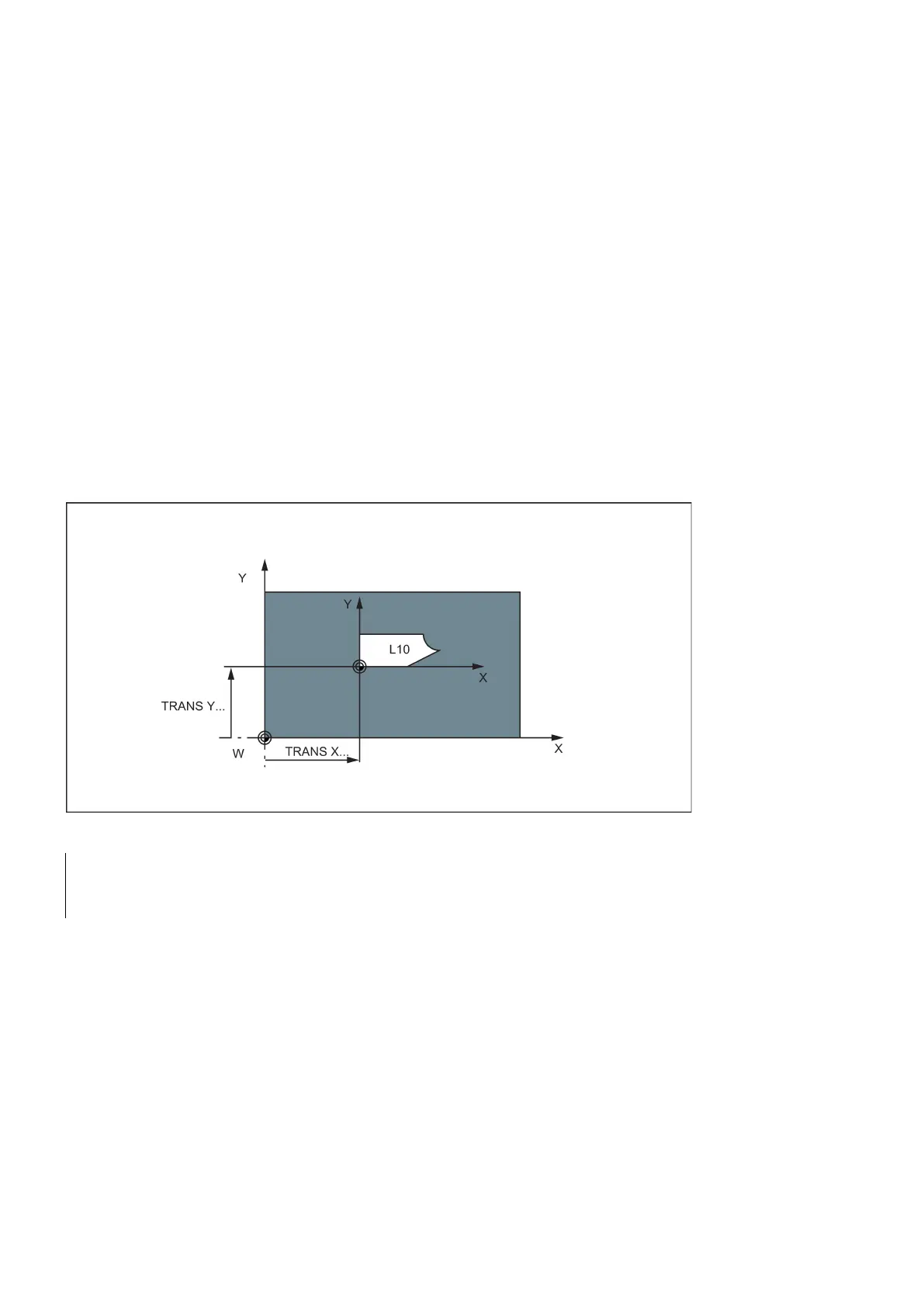
See the following illustration for the example for programmable offset:
; Programmable translation
; Subroutine call; contains the geometry to be offset
Subroutine call - see Section "Subroutine technique (Page 110)".
Programmable rotation: ROT, AROT
Functionality
The rotation is performed in the current plane G17 or G18 or G19 using the value of RPL=... specified in degrees.
ROT RPL=... ; Programmable rotation, deletes old instructions for offsetting, rotation, scaling factor, mirroring
AROT RPL=... ; Programmable rotation, additive to existing instructions
ROT ; Without values: clears old instructions for offset, rotation, scaling factor, mirroring

 Loading...
Loading...












