Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
153
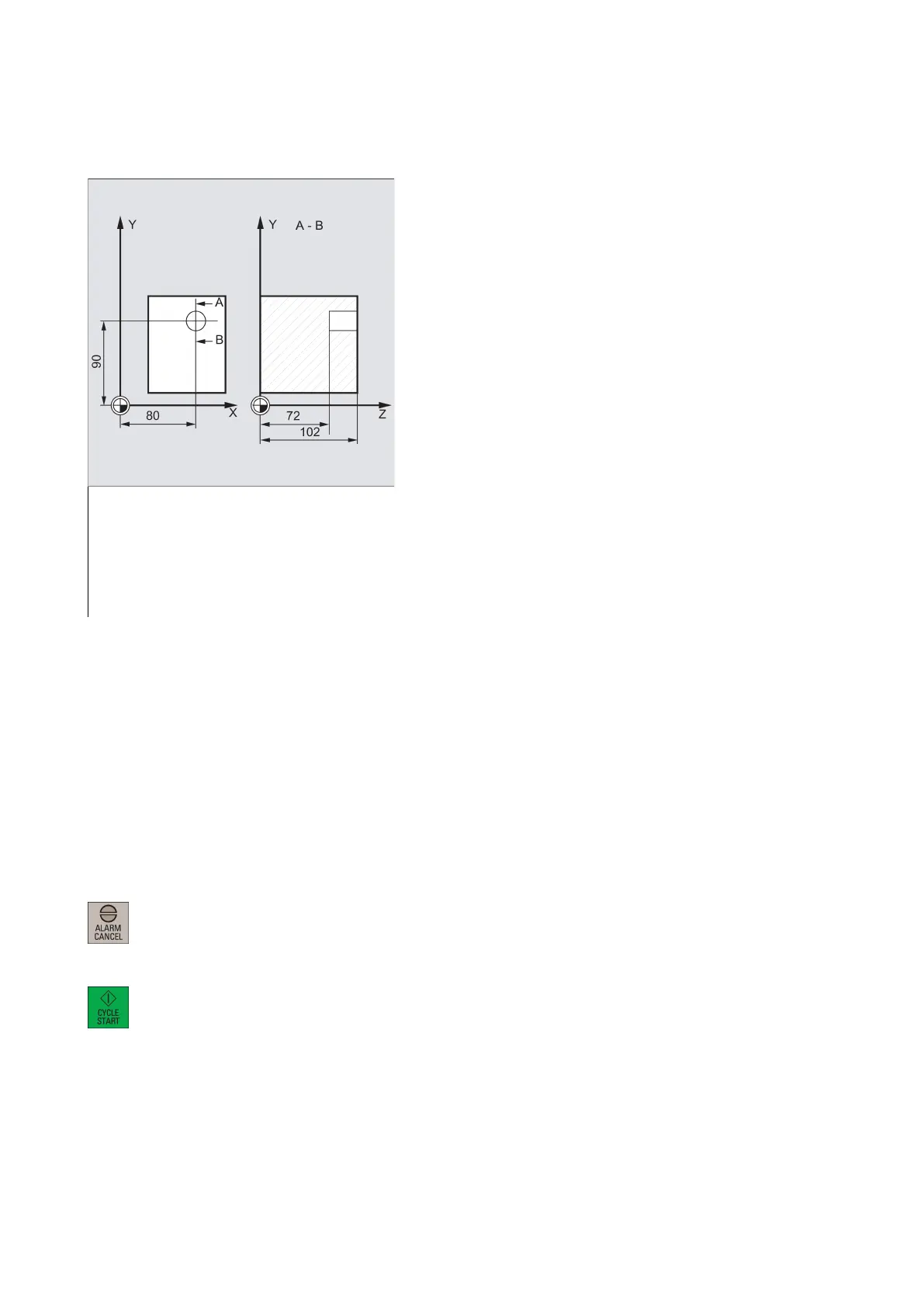
Programming example: Fifth drilling
At X80 Y90 in the XY plane, the drilling cycle CYCLE89 is called with a safety clearance of 5 mm and specification of the
final drilling depth as an absolute value. The drilling axis is the Z axis.
DEF REAL RFP, RTP, DP, DTB
; Definition of parameters
RFP=102 RTP=107 DP=72 DTB=3
; Specification of technology values
; Approach drilling position
N30 CYCLE89 (RTP, RFP, 5, DP, , DTB)
The drilling pattern cycles only describe the geometry of an arrangement of drilling holes in the plane. The link to a drilling
process is established via the modal call of this drilling cycle before the drilling pattern cycle is programmed.
Requirements
Drilling pattern cycles without drilling cycle call
Drilling pattern cycles can also be used for other applications without prior modal call of a drilling cycle because the drilling
pattern cycles can be parameterized without reference to the drilling cycle used.
If there was no modal call of the subroutine prior to calling the drilling pattern cycle, error message 62100 "No drilling cycle
active" appears.
To acknowledge the error message, press the following key:
To continue the program execution, press the following key:
The drilling pattern cycle will then approach each of the positions calculated from the input data one after the other without
calling a subroutine at these points.
 Loading...
Loading...













