Programming and Operating Manual (Milling)
248 6FC5398-4DP10-0BA1, 01/2014
L1abs = 1.6603 ϕabs = 45.0°
Calculate Cartesian coordinates
Xabs = 1.1740 Yabs = 1.1740
Cycle support
Functionality
The technologies below are provided with the additional support in the form of pre-defined cycles, which then must be
parameterized.
● Drilling
● Milling
For more information, refer to the Programming and Operating Manual (Milling) Part 2.
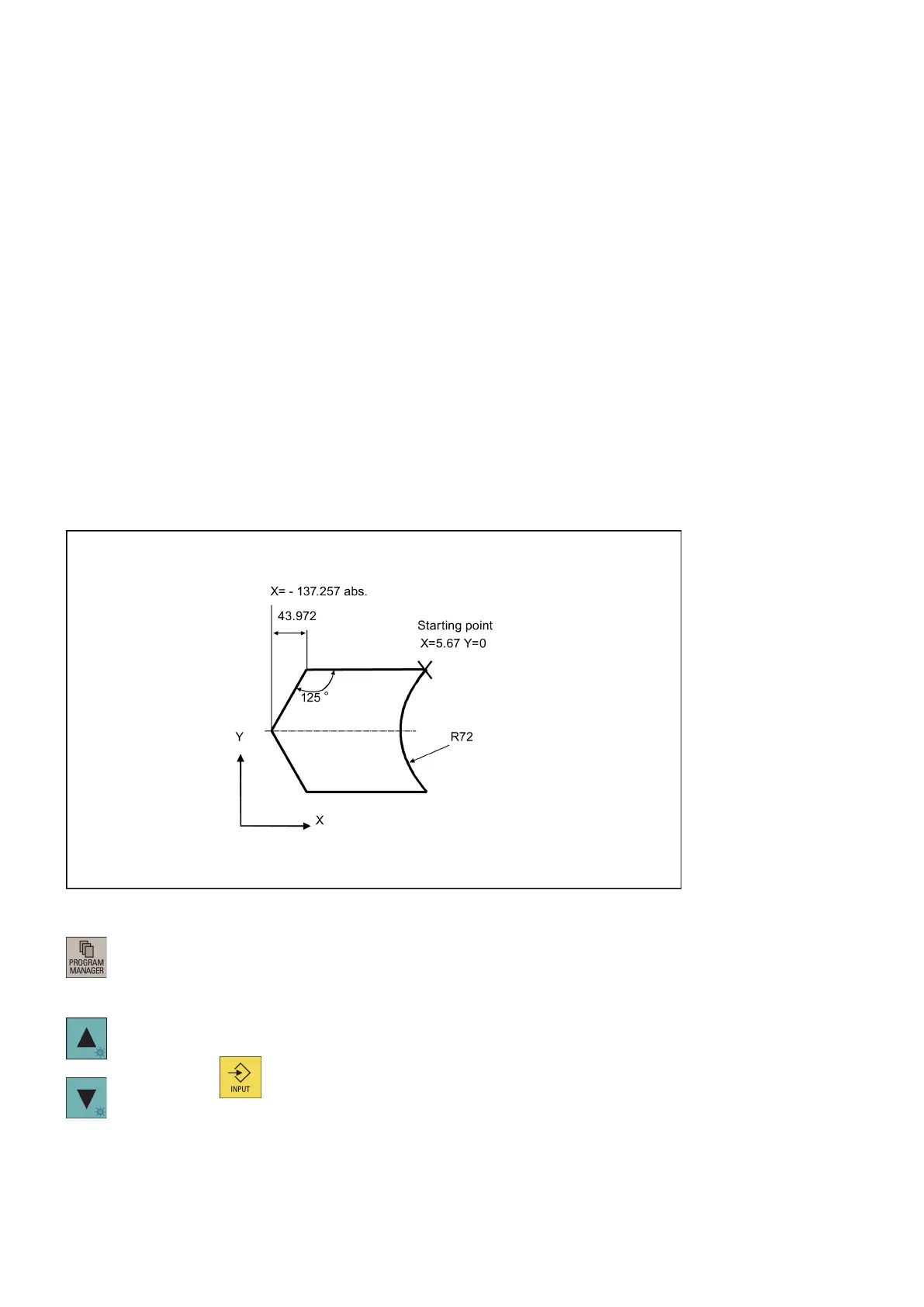
Programming example for milling
Example 1
The following diagram shows a programming example for the "Free contour programming" function.
Starting point: X=5.67 abs., Y=0 abs., machining plane G17
The contour is programmed in a counter-clockwise direction.
Operating sequence:
1. Select the desired operating area.
2. Enter the desired program folder.
3. Select a program with the cursor keys and press the following key to open the program in the
program editor.

 Loading...
Loading...












