Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
93
Programming examples for rounding
N10 G17 G94 F300 G0 X100 Y100
; Insert 1 rounding with radius 8 mm, feedrate F
N50 G1 X50 FRCM= 200 RNDM=7.3
; Modal rounding, radius 7.3 mm with special feedrate FRCM
(modal)
; continue inserting this rounding - to N70
Tool and tool offset
8.10.1
General Information
Functionality
When creating programs for machining workpieces, it is not necessary to take into account the tool length or the tool radius.
You program the workpiece dimensions directly, for example following the drawing.
You enter the tool data separately in a special data section.
Simply call the required tool with its offset data in the program and enable the tool radius compensation if necessary. The
control system performs the required path compensations based on the data to create the described workpiece.
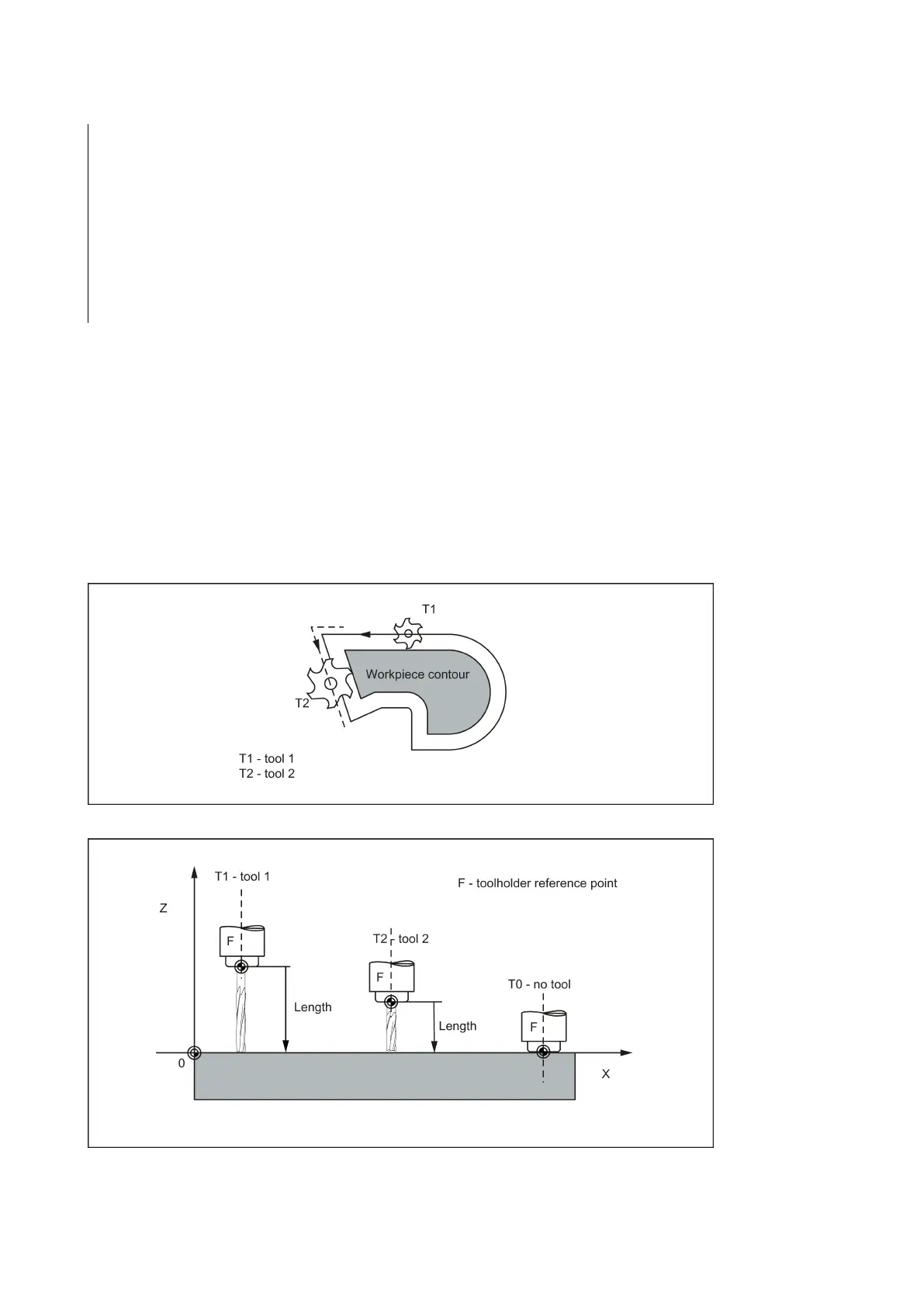
See the following illustration for machining of a workpiece with different tool radius:
See the following illustration for approaching the workpiece position Z0 - different length compensations:

 Loading...
Loading...












