Programming and Operating Manual (Milling)
94 6FC5398-4DP10-0BA1, 01/2014
The tool selection takes place when the T word is programmed. Whether this is a
or only a
, is
defined in the machine data:
● The tool change (tool call) is performed either directly using the T word or
● The change takes place after the preselection with the T word by an additional instruction
(see also Section
"Miscellaneous function M (Page 103)").
If a certain tool is activated, it remains stored as an active tool even beyond the end of the program and after turning
off/turning on the control system.
If you change a tool manually, input the change in the control system so that the control system knows the correct tool.
For example, you can start a block with the new T word in MDA mode.
T... ; Tool number: 1 ... 32 000, T0 - no tool
The control system can store a maximum of 64 tools.
; Tool change without M6:
; Perform tool change; thereafter, T14 is active
Tool compensation number D
Functionality
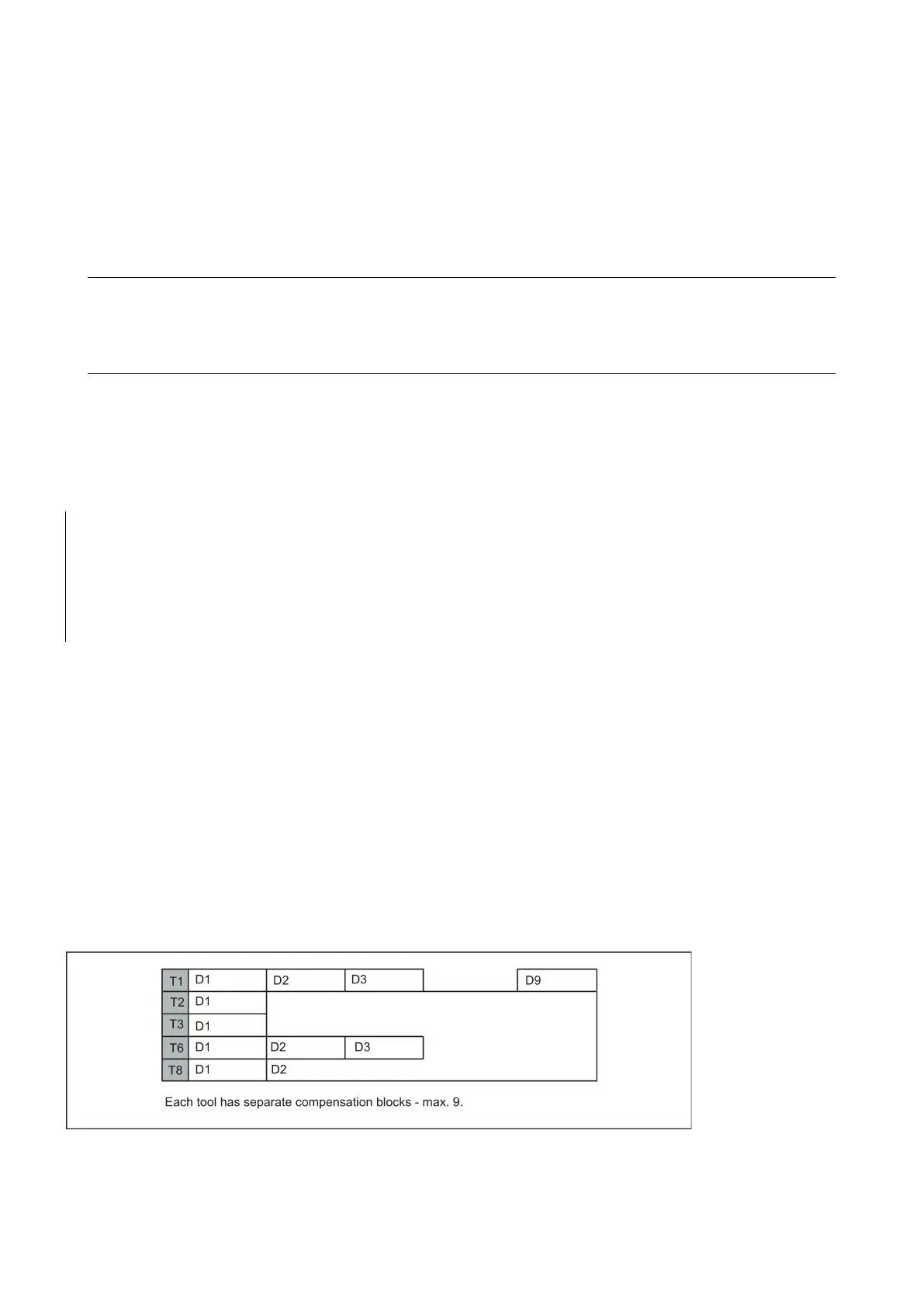
It is possible to assign 1 to 9 data fields with different tool offset blocks (for multiple cutting edges) to a specific tool. If a
special cutting tool is required, it can be programmed with D and the corresponding number.
If no D word is written, D1 takes effect
.
When
is programmed, offsets for the tool have no
.
D... ; Tool offset number: 1 ... 9,
D0: No compensations active!
A maximum of 64 data fields (D numbers) for tool offset blocks can be stored in the control system simultaneously:
See the following illustration for examples for assigning tool compensation numbers/tool:
 Loading...
Loading...













