Programming and Operating Manual (Milling)
128 6FC5398-4DP10-0BA1, 01/2014
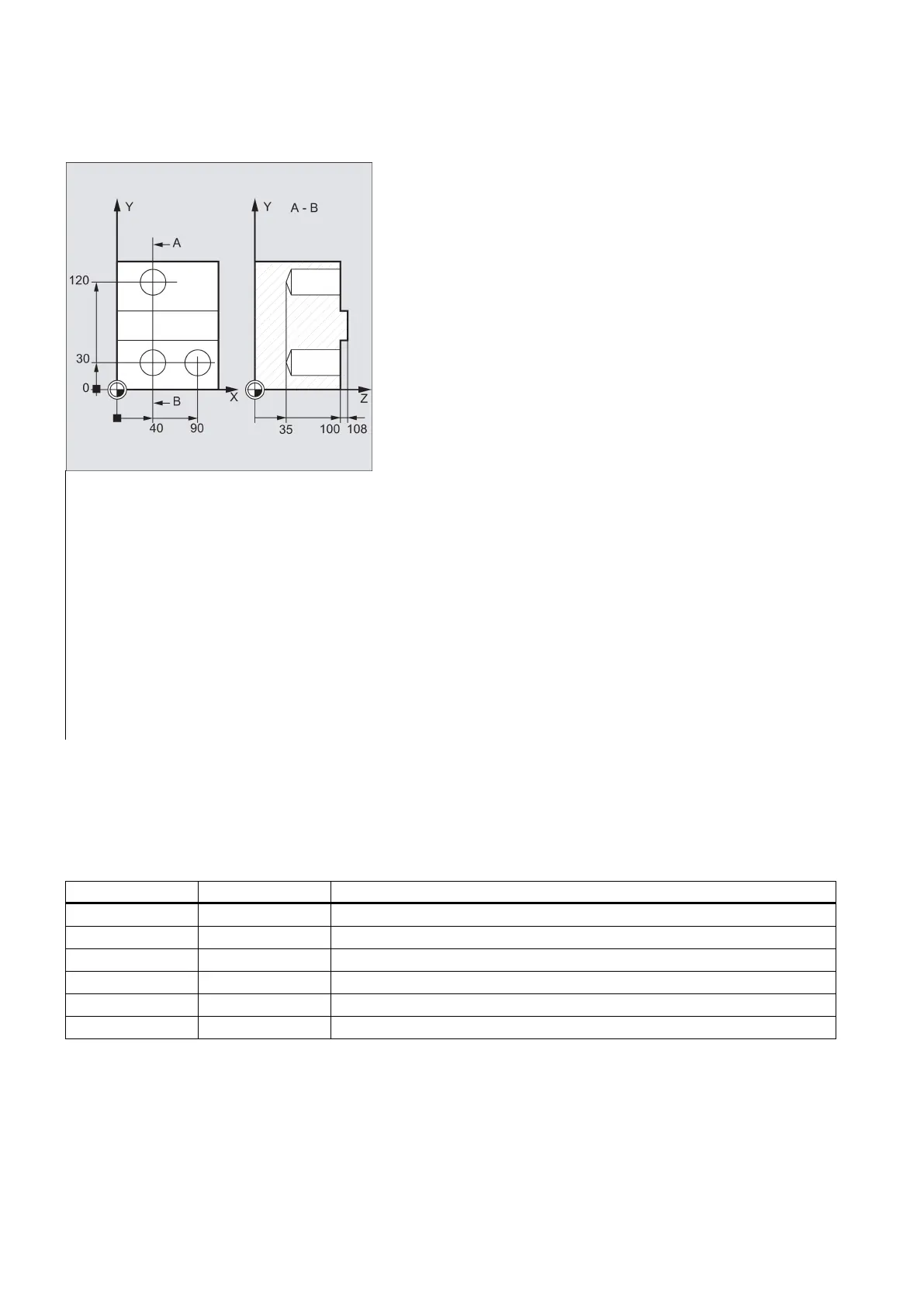
Programming example: Drilling_centering
This program produces three drill holes using the CYCLE81 drilling cycle. The drilling axis is always the Z axis.
N10 G0 G17 G90 F200 S300 M3
; Specification of technology values
; Approach retraction plane
; Approach of the first drilling position
N40 CYCLE81(110, 100, 2, 35,) ; Cycle call with absolute final drilling
depth, safety clearance and incomplete
; Approach next drilling position
N60 CYCLE81(110, 102, , 35,)
; Cycle call without safety clearance
; Specification of technology values
N90 CYCLE81(110, 100, 2, 65,) ; Cycle call with relative final drilling
depth and safety clearance
Drilling, counterboring - CYCLE82
Programming
CYCLE82 (RTP, RFP, SDIS, DP, DPR, DTB)
RTP REAL Retraction plane (absolute)
RFP REAL Reference plane (absolute)
SDIS REAL Safety clearance (enter without sign)
DP REAL Final drilling depth (absolute)
DPR REAL Final drilling depth relative to the reference plane (enter without sign)
DTB REAL Dwell time at final drilling depth (chip breaking)
The tool drills at the programmed spindle speed and feedrate to the entered final drilling depth. A dwell time can be allowed
to elapse when the final drilling depth has been reached.
 Loading...
Loading...













