Programming and Operating Manual (Milling)
96 6FC5398-4DP10-0BA1, 01/2014
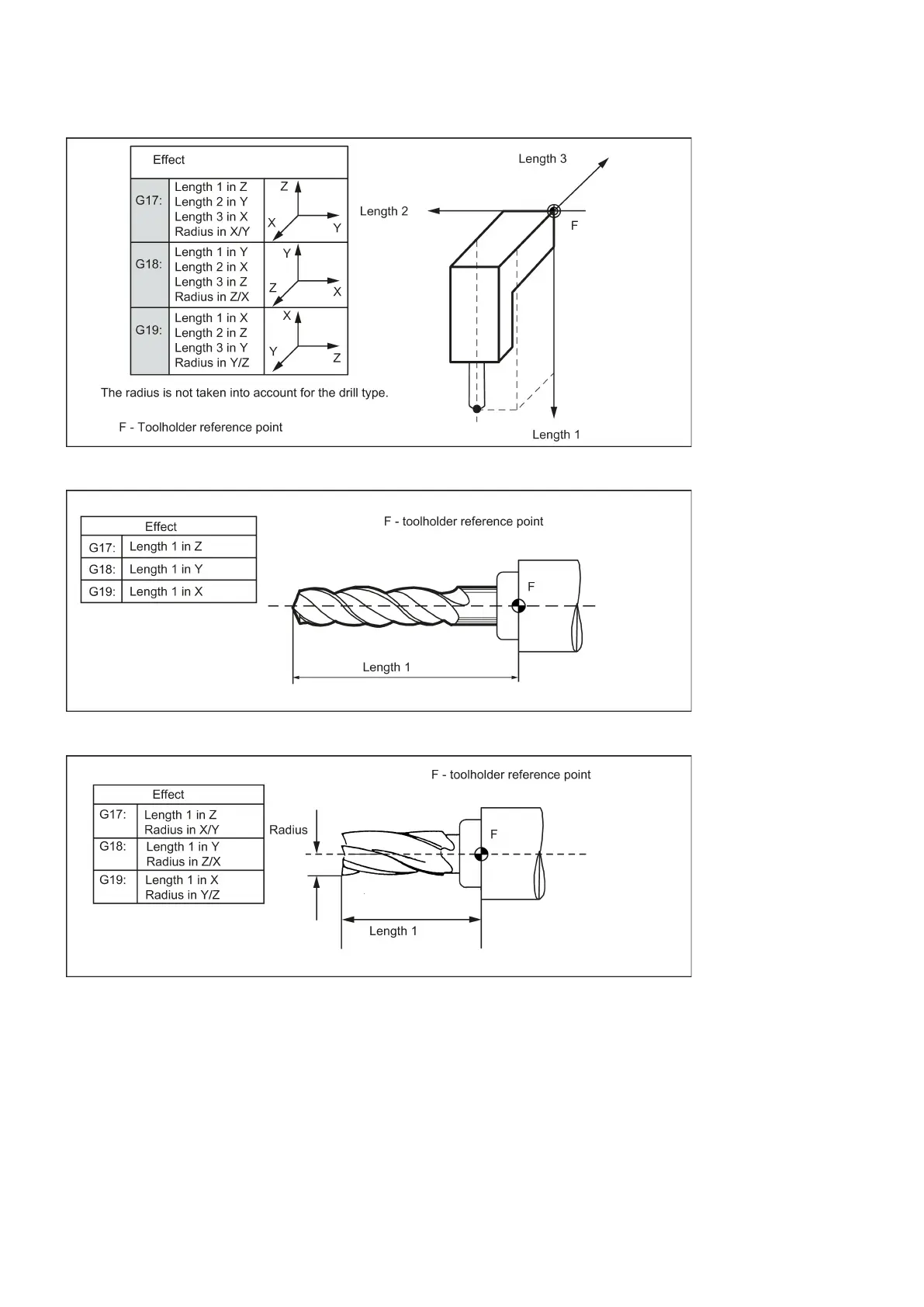
See the following illustration for effect of the tool length compensation - 3D (special case):
See the following illustration for effect of the offsets with the tool type 'drill':
See the following illustration for effect of the offsets with the tool type 'cutter':
Selecting the tool radius compensation: G41, G42
Functionality
The control system is working with tool radius compensation in the selected plane G17 to G19.
A tool with a corresponding D number must be active. The tool radius compensation is activated by G41/G42. The control
system automatically calculates the required equidistant tool paths for the programmed contour for the respective current
tool radius.

 Loading...
Loading...












