Programming and Operating Manual (Milling)
118 6FC5398-4DP10-0BA1, 01/2014
DISCL=... ; Distance of the end point for the fast infeed motion from the machining plane (safety clearance)
FAD=... ; Speed of the slow infeed motion
The programmed value acts according to the active command of the G group 15 (feed: G94, G95)
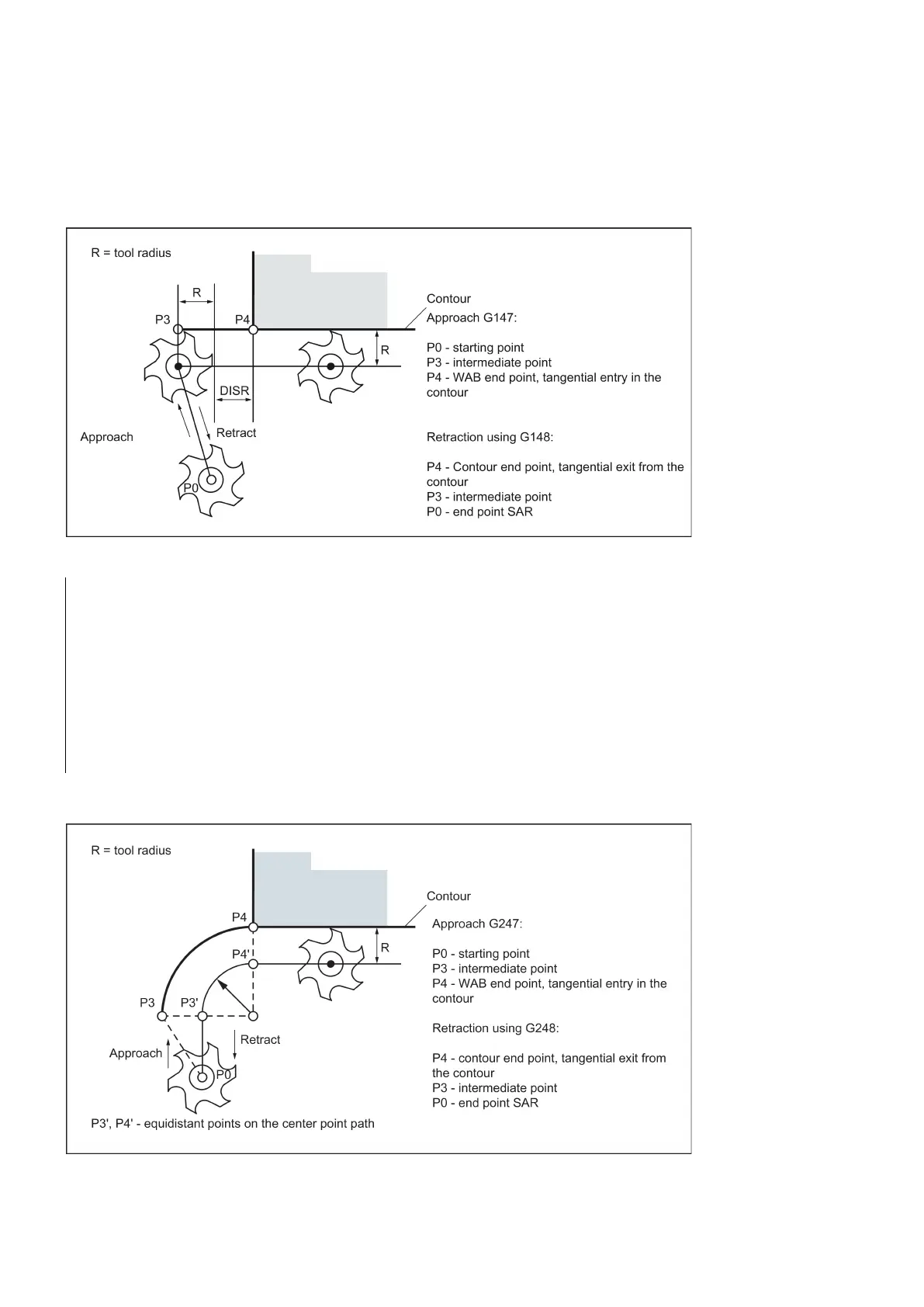
See the following illustration for approaching along a straight line using the example of G42 or retraction using G41 and
completion with G40:
Programming example: Approach/retraction along a straight line in a plane
; Activate tool, X/Y plane
N30 G42 G147 DISR=8 F600 X4 Y4
; Approach, point P4 programmed
; Continue in the contour
N120 G40 G148 DISR=8 F700 X8 Y8
; Retraction, point P0 programmed
See the following illustration for approaching along a quadrant using the example of G42 or retraction using G41 and
completion with G40:
 Loading...
Loading...













