Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
119
Programming example: Approach/retraction along a quarter in a plane
; Activate tool, X/Y plane
N30 G42 G247 DISR=20 F600 X4 Y4
; Approach, point P4 programmed
; Continue in the contour
N80 G40 G248 DISR=20 F700 X8 Y8
; Retraction, point P0 programmed
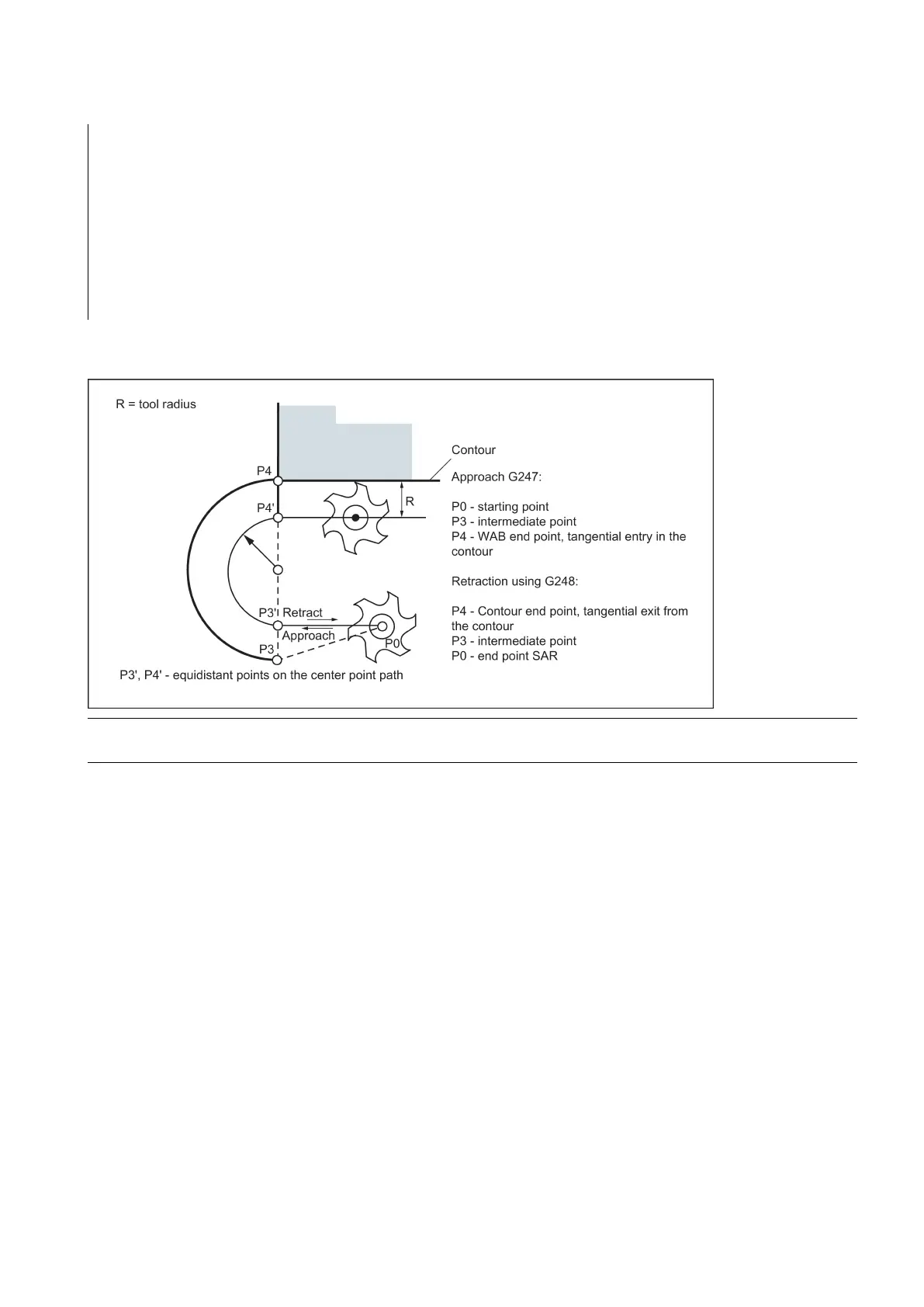
See the following illustration for approaching along a semi-circle using the example of G42 or retraction using G41 and
completion with G40:
Make sure that a positive radius is entered for the tool radius. Otherwise, the directions for G41, G42 will be changed.
Controlling the infeed motion using DISCL and G340, G341
DISCL=... specifies the distance of point P2 from the machining plane (see following figure).
In the case DISCL=0, the following will apply:
● With G340: The whole approach motion consists only of two blocks (P1, P2 and P3 are identical). The approach contour
is generated from P3 to P4.
● With G341: The whole approach motion consists only of three blocks (P2 and P3 are identical). If P0 and P4 are located
in the same plane, only two blocks will result (there will be no infeed motion from P1 to P3).
It is monitored that the point defined by DISCL lies between P1 and P3, i.e. with all motions that possess a component which
runs vertically to the machining plane, this component must have the same sign. If a reversal of the direction is detected, a
tolerance of 0.01 mm is permitted.
 Loading...
Loading...













