Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
71
G1 X... Y... Z... F... ; Cartesian coordinates
G1 AP=... RP=... F... ; Polar coordinates
G1 AP=... RP=... Z... F... ; cylindrical coordinates (3dimensional)
Another option for linear programming is available with the angle specification ANG=... (see Section "Contour definition
programming (Page 88)").
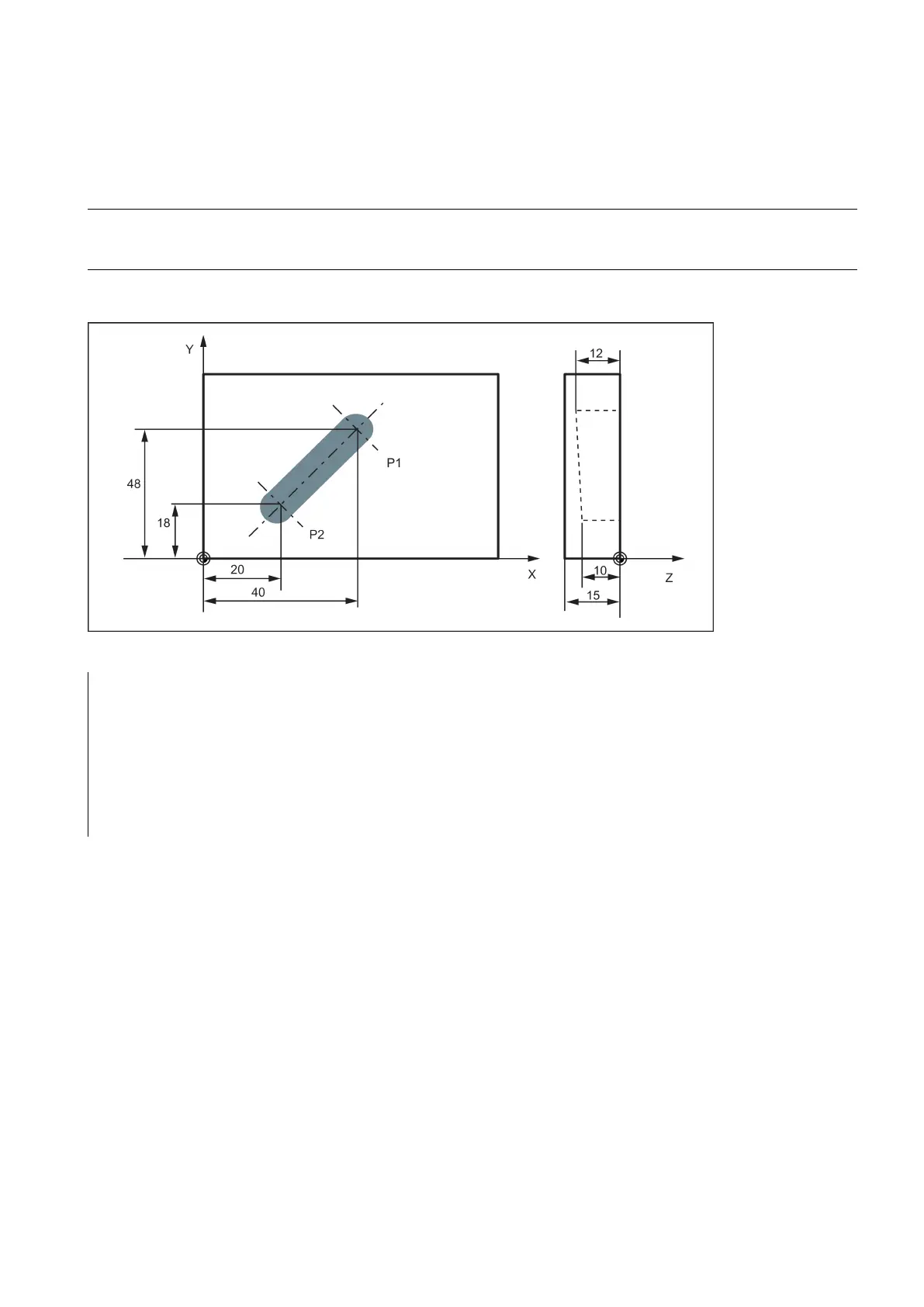
See the illustration for linear interpolation in three axes using the example of a slot:
N05 G0 G90 X40 Y48 Z2 S500 M3 ; The tool traverses in rapid traverse on P1,
three axes concurrently, spindle speed = 500 rpm,
; Infeed on Z-12, feed 100 mm/min
; Tool travels on a straight line in space on P2
; Retraction in rapid traverse
To machine a workpiece, spindle speed S ... and direction M3/M4 are required (see Section "Spindle movements
(Page 87)").

 Loading...
Loading...












