Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
85
If the exact stop function (G60 or G9) is active, the velocity for reaching the exact end position at the end of a block is
decelerated to zero.
Another modal G group can be used here to set when the traversing movement of this block is considered ended and the
next block is started.
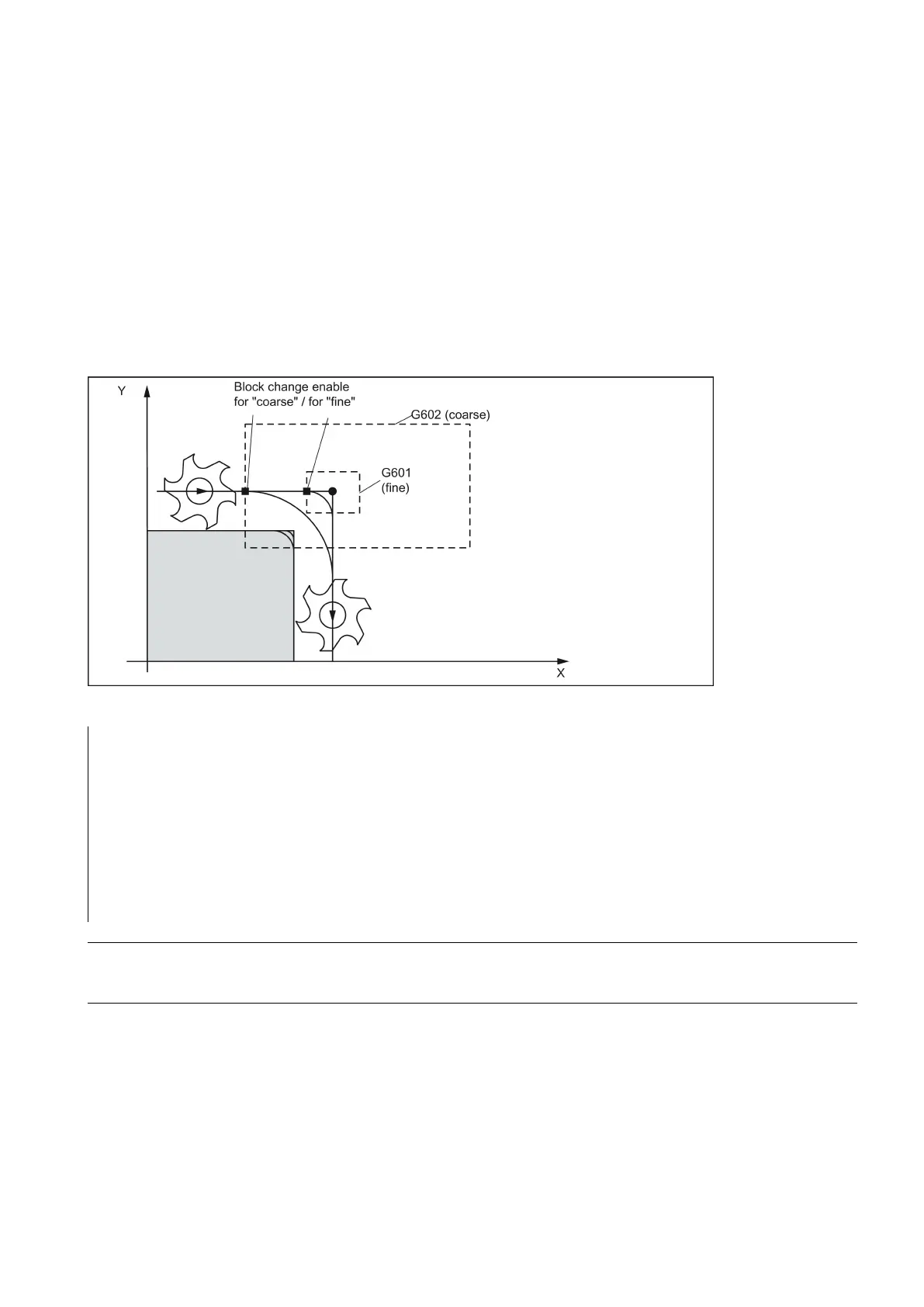
● G601; Exact stop window fine
Block advance takes place when all axes have reached the "Exact stop window fine" (value in the machine data).
● G602: Exact stop window coarse
Block advance takes place when all axes have reached the "Exact stop window coarse" (value in the machine data).
The selection of the exact stop window has a significant influence on the total time if many positioning operations are
executed. Fine adjustments require more time.
See the following illustration for exact stop window coarse or fine, in effect for G60/G9:
; Exact stop window coarse
; Switching over to continuous-path mode
; Exact stop acts only in this block
; Again continuous-path mode
The G9 command only generates exact stop for the block in which it is programmed; G60, however, is effective until it is
canceled by G64.
 Loading...
Loading...













