Maintenance
2708−3/A1
Winterthur Gas & Diesel Ltd.
1/ 1
Sealing Face − Grind
Tools:
1 Grinding device 94270G 1 Stencil
1. General
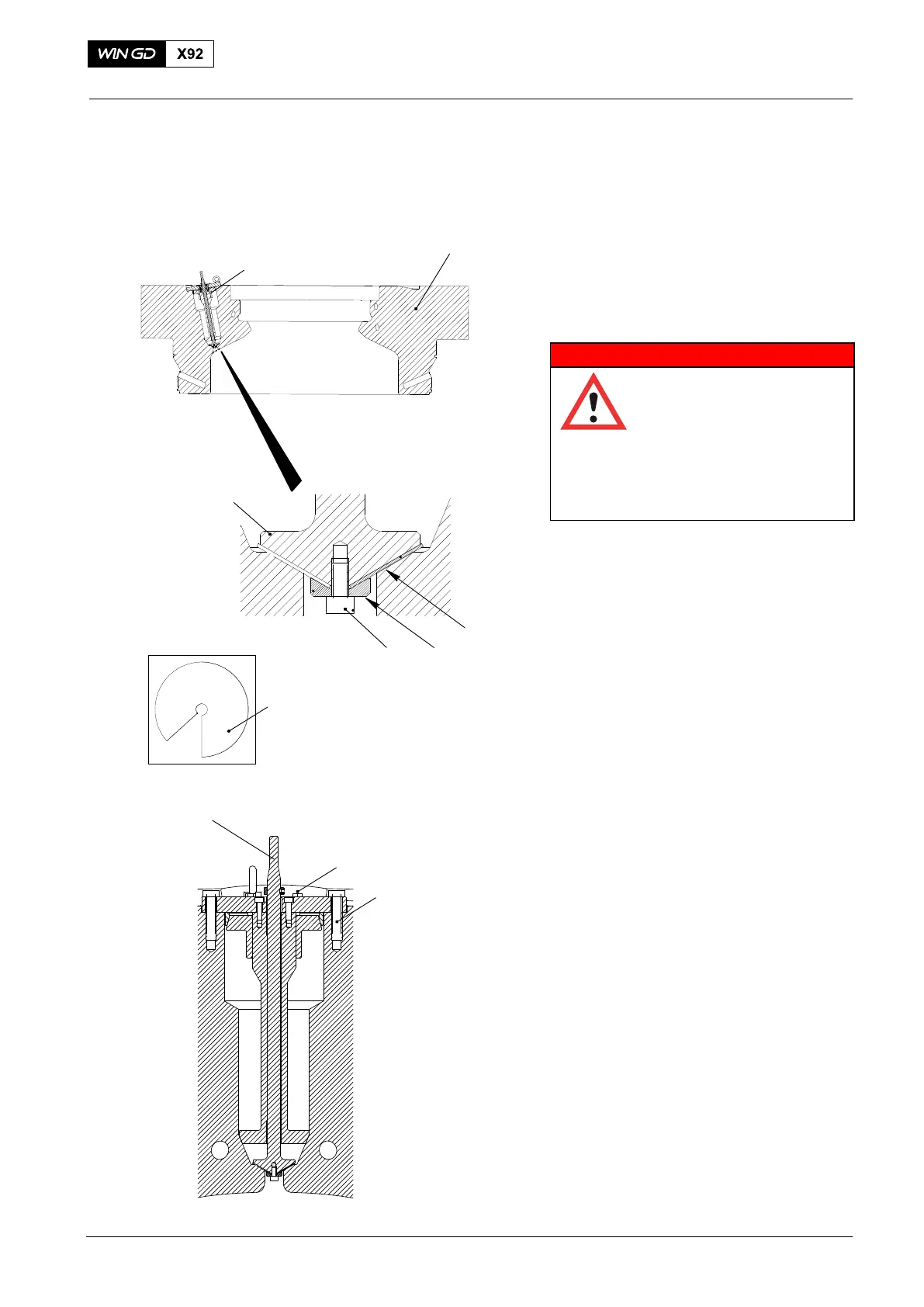
The sealing face in the cylinder cover for the
injection valve must be clean and have no
damage.
WARNING
Injury Hazard: Heavy parts
can fall down. Do not stand
under the hanging parts.
Injury to personnel can oc-
cur. Heavy parts can crush
body parts. Always use
correct personal protective
equipment.
2. Sealing Face
1) Clean the injection valve bore in the cylinder
cover (1, Fig. 1).
2) Use the applicable grade of the emery cloth
related to the quantity of metal you want to
remove.
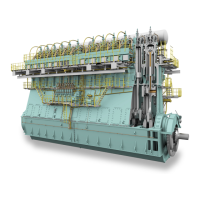
3) Put the stencil on the back of the emery cloth.
4) Use a pencil or a ball pen to make the shape.
5) Cut out accurately the shape from the emery
cloth.
6) Put the shape on the cone (5).
7) Attach the shape to the cone (5) with the clamp
ring (3) and the screw (4).
8) Torque the screw (4) to 4.0 Nm.
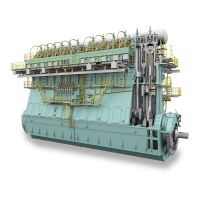
9) Carefully put the tool (94270G) into the bore.
10) Torque the two bolts (7) to 1.0 Nm to align the
tool (94270G) in the center of the bore.
11) Torque the four bolts (6) to 3.5 Nm
12) Torque the two bolts (7) to 6.0 Nm.
13) Attach an electric drill to the spindle (8).
14) Operate the electric drill to turn the spindle (8) to
grind the sealing face (2).
15) If necessary, replace the emery cloth with a
smoother grade.
16) Remove the tool 94270G.
17) Clean the injection valve bore.
2021
Cylinder Cover
Fig. 1
1
WCH03837
4
3
94270G
7
6
Stencil
5
8
2